Jeśli chodzi o konstrukcje z betonu konstrukcyjnego, Prawidłowe wiązanie stali zbrojeniowej to jeden z najważniejszych etapów decydujących o tym, czy konstrukcja będzie bezpiecznie działać przez dziesięciolecia . Niezależnie od tego, czy pracujesz nad panelami prefabrykowanymi, płytami wylewanymi na miejscu, czy złożonymi zespołami belek, sposób wiązania prętów zbrojeniowych bezpośrednio wpływa na przenoszenie obciążenia, konsystencję otuliny betonowej i długoterminową trwałość. Krótka odpowiedź: użyj drutu ściągającego o odpowiedniej średnicy, zastosuj wzór wiązania odpowiedni dla typu złącza, zachowaj otulinę betonową o grubości co najmniej 1,5 cala i zawsze łącz swoje wiązanie z jakością Prefabrykowane akcesoria betonowe które zostały zaprojektowane do konkretnego zastosowania.
W tym przewodniku szczegółowo opisano każdy aspekt wiązania stali zbrojeniowej — od mierników drutu i narzędzi do wiązania po sposób, w jaki akcesoria, takie jak krzesła barowe, przekładki i łączniki mechaniczne, współdziałają z zespołem pręta zbrojeniowego. Jeśli specyfikujesz, wytwarzasz lub sprawdzasz żelbet, są to informacje, których potrzebujesz.
Dlaczego prawidłowe wiązanie stali zbrojeniowej ma większe znaczenie, niż większość ludzi myśli
Wiązania zbrojeniowe nie są konstrukcyjne w sensie inżynierskim — nie przenoszą obciążenia. Utrzymują jednak klatkę razem podczas betonowania, zapobiegając przesuwaniu się prętów pod wpływem wibracji wibratora do betonu lub ciężaru i przepływu świeżego betonu. Niewłaściwie wyrównany pasek o parzysty pół cala może zmniejszyć efektywną głębokość przekroju belki o 5–10% , znacząco zmniejszając wytrzymałość na zginanie bez widocznych oznak problemu.
Konsekwencje są jeszcze większe w przypadku produkcji prefabrykatów betonowych, gdzie standardem są wąskie tolerancje wymiarowe. Prefabrykowane panele, dźwigary mostowe i słupy konstrukcyjne są projektowane z położeniem prętów zbrojeniowych mierzonym z dokładnością do ułamków cala. Luźne wiązania, które umożliwiają migrację prętów, zanim beton stwardnieje, mogą prowadzić do powstania komponentów wykraczających poza tolerancję, które nie przejdą kontroli jakości lub, co gorsza, przejdą kontrolę i będą gorzej działać w użytkowaniu.
Oprócz kontroli wymiarów, odpowiednio powiązane klatki umożliwiają spójne rozmieszczenie Prefabrykowane akcesoria betonowe takie jak wkładki podnoszące, płyty kotwiące, płyty osadzone i tuleje. Akcesoria te opierają się na sztywnych klatkach zbrojeniowych, które utrzymują je na miejscu. Źle zamocowana klatka to źle umiejscowiona wkładka, a to oznacza problemy w terenie: niewspółosiowe połączenia, nieodpowiednie obciążenia i kosztowne środki zaradcze.
Drut wiążący: rodzaje, wskaźniki i kiedy ich używać
Najpopularniejszym materiałem do wiązania stali zbrojeniowej jest wyżarzany czarny drut, zwany także miękkim czarnym drutem. Jego miękkość po wyżarzaniu pozwala na jego ścisłe skręcenie bez pękania i jest dość dobrze odporny na korozję w suchym środowisku. Standardowy zakres grubości wiązania prętów zbrojeniowych wynosi 16 do 18 AWG (amerykański miernik drutu) , przy czym 16,5 AWG jest najczęściej stosowany w budownictwie komercyjnym.
Rodzaje przewodów według zastosowania
| Typ drutu | Wskaźnik | Najlepsza aplikacja | Notatki |
| Wyżarzony czarny drut | 16–18 AWG | Ogólne prace stropowe, ścienne, słupowe | Najbardziej ekonomiczny, powszechnie dostępny |
| Drut ocynkowany | 16 AWG | Strefy morskie, przybrzeżne i o wysokiej wilgotności | Wyższy koszt, lepsza odporność na korozję |
| Drut ze stali nierdzewnej | 16–18 AWG | Koszyki z prętów zbrojeniowych pokrytych żywicą epoksydową lub ze stali nierdzewnej | Zapobiega korozji galwanicznej pomiędzy różnymi metalami |
| Wstępnie przycięty drut wiązałkowy (cewki) | 16,5 AWG | Automatyczne narzędzia do wiązania, praca o dużej wydajności | Współpracuje z narzędziami do krawatów zasilanymi akumulatorowo |
Tabela 1: Typowe typy drutów ściągających i ich zalecane zastosowania w konstrukcjach ze stali zbrojeniowej
Jedna praktyczna wskazówka z branży: unikaj używania drutu, który jest zbyt ciężki dla kombinacji prętów. Wiązanie prętów nr 4 drutem 14 AWG powoduje powstawanie skręconych końcówek wystających do strefy osłony. Końcówki skrętne muszą być zawsze zagięte do wewnątrz — w stronę korpusu klatki — aby nie migrowały na powierzchnię betonu i nie powodowały plam lub odprysków rdzy.
Standardowe wzory krawatów i gdzie je stosować
W praktyce stali zbrojeniowej istnieje sześć powszechnie uznawanych wzorów ściągów, każdy dostosowany do określonej geometrii złącza lub wymagań konstrukcyjnych. Wiedza, który zastosować, zmniejsza ilość odpadów drutu, przyspiesza produkcję i zapewnia, że opaska rzeczywiście wytrzyma siły układania betonu.
Krawat zatrzaskowy
Ściąg zatrzaskowy (zwany także ściągiem prostym) jest najszybszy w wykonaniu i nadaje się do przecięć prętów w płytach płaskich i ścianach, gdzie pręty krzyżują się pod kątem 90 stopni, a połączenie nie będzie narażone na silne wibracje. Owiń drut wokół obu prętów, skrzyżuj końce i przekręć za pomocą haka, aż będzie dobrze dopasowany. Doświadczonemu ślusarzowi potrzeba mniej niż 3 sekundy na krawat. Jednakże zatrzaski nie są odpowiednie do skrzyżowań w pobliżu złączy konstrukcyjnych lub w miejscach, gdzie pręty muszą być precyzyjnie trzymane – umożliwiają lekki obrót pod wpływem siły.
Krawat siodłowy
W przypadku skrzyżowań, które muszą wytrzymywać większy ruch – szczególnie w przypadku obręczy klatek kolumnowych przywiązanych do pionowych prętów – opaska siodłowa owija drut pod poprzeczką i nad górnym prętem po obu stronach przed skręceniem. Tworzy to czteropunktowy kontakt, który jest odporny na obrót pręta znacznie lepiej niż zatrzask. Większość specyfikacji klatek kolumnowych wymaga wiązania siodłowego co najmniej na co trzecim skrzyżowaniu, a gdzie indziej dozwolone są wiązania zatrzaskowe.
Krawat w kształcie ósemki
Stosowane głównie tam, gdzie pręty krzyżują się pod kątem innym niż 90 stopni lub gdy potrzebne jest szczególnie bezpieczne połączenie. Przed skręceniem drut przechodzi wokół obu prętów według wzoru ósemkowego. Ściąg ten jest również preferowany do zbrojenia belek na ścinanie ukośne oraz do ściągów w narożach koszyków słupów. Wymaga to nieco więcej drutu i czasu, ale zapewnia zauważalnie sztywniejsze połączenie.
Krawat zawijany i siodłowy
Ciężkie zespoły klatek — takie jak zwieńczenia filarów mostu lub duże prefabrykowane belki — często wymagają wiązania siodłowego. Drut owija się całkowicie wokół dolnego pręta, po czym zostaje przeciągnięty przez górny pręt i skręcony. Jest to najbezpieczniejszy ręczny wzór wiązania i jest wymagany przez niektóre specyfikacje DOT w przypadku zbrojenia głównego elementów mostu.
Krawat zatrzaskowy with Kick (Double-Loop)
Odmiana zatrzasku, w której drut jest podwajany przed owinięciem. Powszechne w fundamentach matowych, gdzie pręty są duże (nr 8 i więcej), a pojedyncze pasmo drutu nie zapewni wystarczającej siły mocowania. Podwojenie drutu skutecznie podwaja siłę trzymania na złączu.
Narzędzia do wiązania: od ręcznego haka po maszyny zasilane akumulatorowo
Właściwe narzędzie do wiązania znacznie skraca czas pracy. Na dużej komercyjnej wylewce płytowej może to osiągnąć załoga korzystająca z automatycznych narzędzi do wiązania zasilanych akumulatorowo 2–3 razy większa prędkość wiązania załogi korzystającej z ręcznych haków, charakteryzującej się bardziej stałą sztywnością skrętu i mniejszym zmęczeniem dłoni.
Ręczne haczyki do krawatów
Standardowy hak ręczny to proste narzędzie z wygiętym prętem, zwykle o długości 8–10 cali. Dostępne są również haki szybkozaciskowe z obrotową lufą, które umożliwiają skręcanie drutu poprzez obracanie rączki zamiast poruszania nadgarstkiem — znacznie zmniejszają one zmęczenie dłoni podczas dużych prac. Haki ręczne nie wymagają źródła zasilania i działają w każdych warunkach, co czyni je narzędziem awaryjnym w ciasnych lub niewygodnych przestrzeniach, gdzie narzędzie automatyczne nie zmieści się.
Automatyczne narzędzia do wiązania zasilane akumulatorowo
Narzędzia takich producentów jak MAX, Makita i DEWALT wykorzystują wstępnie naprężone cewki drutu do owijania i skręcania krawata w czasie krótszym niż sekunda. Operator ustawia narzędzie na przecięciu pręta i naciska spust – reszta odbywa się automatycznie. Pojedynczy operator wyposażony w automatyczne narzędzie może wykonać 200–300 wiązań na godzinę w porównaniu do 60–100 na godzinę w przypadku haka ręcznego. Narzędzia te znacznie zwiększają produktywność przy wylewaniu dużych płyt, produkcji prefabrykowanych klatek i fundamentach z mat.
Cewki drutu do tych narzędzi są zazwyczaj sprzedawane w rolkach o długości 50 lub 120 metrów w grubościach dostosowanych do konkretnego modelu narzędzia. Zawsze sprawdzaj zgodność cewek z marką narzędzia — niedopasowane cewki powodują zacinanie się i marnowanie drutu.
Pneumatyczne narzędzia do wiązania
Mniej powszechne w budownictwie w Ameryce Północnej, ale szeroko stosowane w Japonii i niektórych częściach Europy, pneumatyczne narzędzia do wiązania są szybsze niż narzędzia zasilane akumulatorowo i nie wymagają ładowania. Świetnie sprawdzają się w zakładach prefabrykacji, gdzie sprężarka jest już na miejscu. Kompromisem jest wąż pneumatyczny, który ogranicza mobilność w porównaniu do bezprzewodowych narzędzi elektrycznych.
Prefabrykowane akcesoria betonowe That Work With Your Rebar Cage
W produkcji prefabrykatów betonowych klatka zbrojeniowa to nie tylko wzmocnienie konstrukcyjne — to platforma, na którą trafiają dziesiątki Prefabrykowane akcesoria betonowe są mocowane przed odlewaniem. Akcesoria te obejmują wkładki do podnoszenia, kotwy szalunkowe, płyty kotwiące, wsporniki przewodów elektrycznych, blokady, tuleje i wbudowany osprzęt połączeniowy. Sposób wiązania klatki zbrojeniowej bezpośrednio wpływa na dokładność umieszczenia tych akcesoriów.
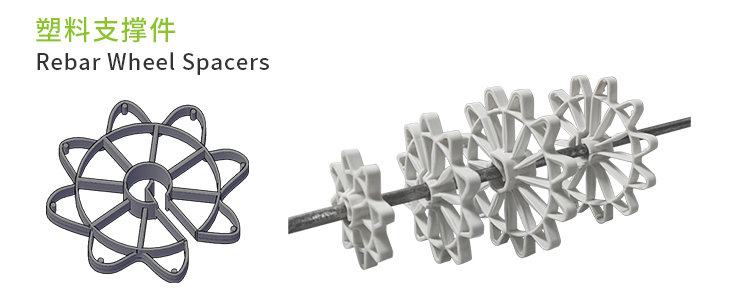
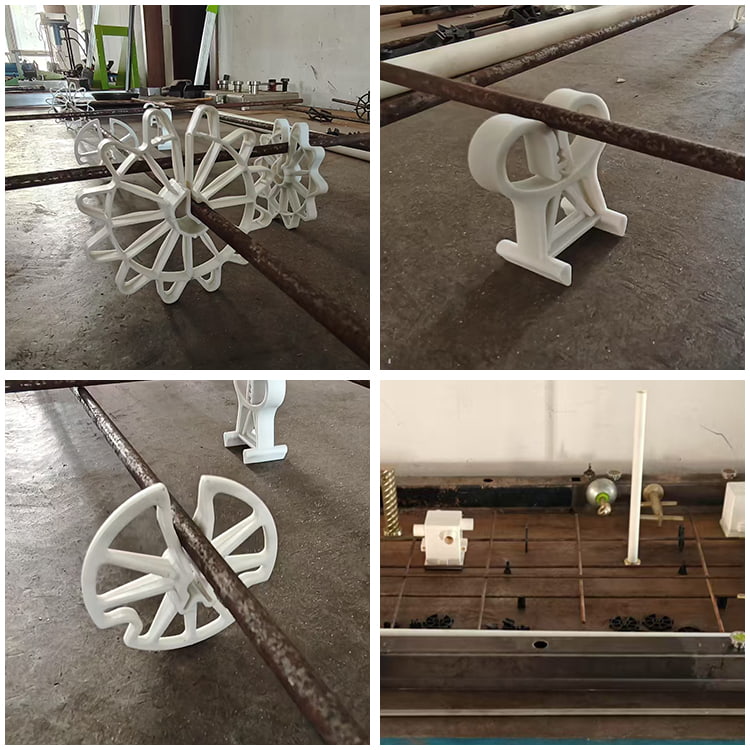
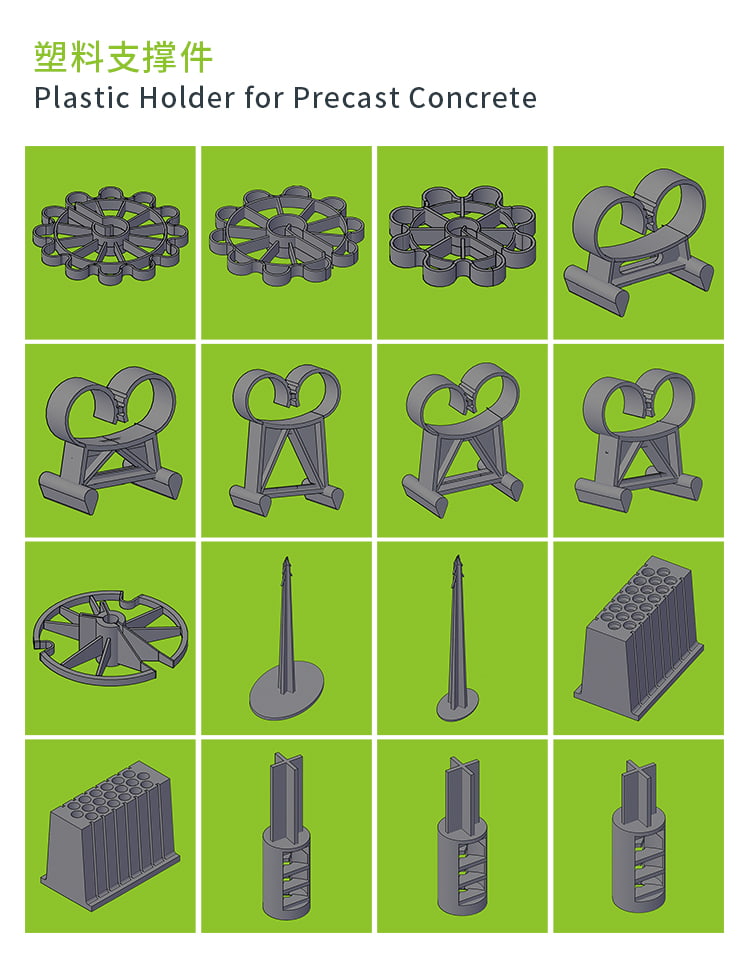
Krzesła barowe i elementy dystansowe prętów zbrojeniowych
Do najczęściej stosowanych należą krzesła barowe i podkładki dystansowe Prefabrykowane akcesoria betonowe . Utrzymują klatkę zbrojeniową na odpowiedniej wysokości nad formą (pokrywa dolna) i z dala od pionowych powierzchni formy (pokrywa boczna). Minimalne wymagania dotyczące otuliny betonowej zgodnie z ACI 318 dla elementów prefabrykowanych nie narażonych na działanie warunków atmosferycznych są zazwyczaj 3/4 cala dla płyt i ścian oraz 1,5 cala dla belek i kolumn , ale wielu prefabrykatów określa większe pokrycie w celu zapewnienia trwałości.
- Plastikowe krzesła barowe: lekkie, odporne na korozję, dostępne w wysokościach od 3/4 cala do 4 cali; standardowy wybór dla większości zastosowań prefabrykatów
- Krzesła z bloków betonowych: stosowane tam, gdzie wytrzymałość punktowa tworzywa sztucznego spowodowałaby uderzenie krzesła w miękką powierzchnię; często stosowane w płytach nośnych
- Ciągłe dystanse druciane: stosowane na całej długości pręta w celu utrzymania osłony bocznej w panelach ściennych; szybszy w montażu niż pojedyncze krzesła
- Okrągłe przekładki (pączki): przypnij bezpośrednio do drążka, aby zachować osłonę przed uformowanymi powierzchniami pionowymi; dostępne w standardowych grubościach okładki 3/4, 1, 1,5, 2 i 3 cale
Wkładki do podnoszenia i kotwy
Wkładki podnoszące to jedna z kategorii akcesoriów do prefabrykatów betonowych, które mają największe znaczenie dla bezpieczeństwa. Muszą być dokładnie umieszczone w klatce zbrojeniowej i bezpiecznie przymocowane do sąsiednich prętów, aby zapobiec obracaniu się lub przemieszczaniu podczas odlewania. Wkładka podnosząca, która przesunie się nawet o jeden cal od określonego położenia, może wypaść poza wymaganą strefę osadzenia, potencjalnie zmniejszając jej nośność znamionową o 20–40% w zależności od efektów odległości krawędzi.
Typowe wymagania dotyczące wiązania dla wkładek podnoszących: nogi kotwiące wkładki są przymocowane do sąsiedniego pręta zbrojeniowego za pomocą opasek ósemkowych lub opasek siodłowych – a nie opasek zatrzaskowych. Producenci wkładek zazwyczaj udostępniają wytyczne instalacyjne określające minimalne punkty wiązania, których należy ściśle przestrzegać.
Wbudowane płytki i elementy łączące
Płyty stalowe, kołki spawane i kątowniki konstrukcyjne osadzone w elementach prefabrykowanych wymagają prętów kotwiących przymocowanych bezpośrednio do kotew płytowych i do klatki zbrojeniowej. Wzór wiązania musi być na tyle sztywny, aby płyta nie obracała się podczas wibracji. Płyty większe niż 6 cali kwadratowych należy związać w co najmniej czterech punktach, przy czym na każdym słupku narożnym należy wykonać wiązania w kształcie ósemki.
Mechaniczne łączniki prętów zbrojeniowych
Mechaniczne łączniki prętów zbrojeniowych — stosowane w złączach konstrukcyjnych do łączenia prętów od końca do końca — to wyspecjalizowana kategoria akcesoriów do prefabrykatów betonowych, które bezpośrednio współdziałają z procesem wiązania. Po zamontowaniu łączników pręty po obu stronach złącza muszą być niezależnie przywiązane do klatki przed gwintowaniem lub zaprasowaniem łącznika. Łączniki posiadające certyfikat ASTM A1034 muszą osiągnąć 125% określonej granicy plastyczności łączonego pręta pod napięciem – są to prawdziwe elementy konstrukcyjne, a nie tylko elementy utrzymujące pozycję.
Otulina betonowa i kontrola: liczby, które mają znaczenie
Otulina betonowa – odległość od najbliższej powierzchni pręta do zewnętrznej powierzchni betonu – stanowi podstawową ochronę przed korozją zbrojenia. Osiągnięcie określonego krycia zależy całkowicie od prawidłowo ustawionego krzesła barowego i dobrze zamocowanej klatki zbrojeniowej, która nie ugina się pod wpływem sił układania betonu.
| Typ członka | Warunek ekspozycji | Min. Osłona (ACI 318) |
| Płyta, ściana, legar | Nie narażony na działanie warunków atmosferycznych | 3/4 cala (19 mm) |
| Belka, kolumna | Nie narażony na działanie warunków atmosferycznych | 1,5 cala (38 mm) |
| Płyta, ściana, legar | Wystawiony na działanie warunków atmosferycznych (nr 5 i mniejszy) | 1,5 cala (38 mm) |
| Płyta, ściana, legar | Wystawiony na działanie warunków atmosferycznych (nr 6 i większy) | 2 cale (50 mm) |
| Belka, kolumna | Wystawiony na działanie warunków atmosferycznych | 2 cale (50 mm) |
| Stopa (odlana do ziemi) | W kontakcie z ziemią | 3 cale (76 mm) |
Tabela 2: Minimalne wymagania dotyczące otuliny betonowej według ACI 318 dla różnych elementów i warunków narażenia
Podczas kontroli najczęstszymi niezgodnościami stwierdzanymi przez inspektorów jakości są niewystarczające pokrycie (pręty spoczywają na formie bez krzeseł) oraz brakujące ściągacze, które umożliwiają rozsuwanie się prętów. Dane branżowe dotyczące prefabrykatów sugerują, że aż 15% odrzuconych paneli wiąże się z problemami związanymi z pokryciem które można bezpośrednio powiązać z nieodpowiednim odstępem między krzesłami lub nieprawidłowym wiązaniem klatek.
Praktyczna lista kontrolna kontroli wiązania stali zbrojeniowej:
- Rozstaw prętów odpowiada rysunkom w granicach tolerancji (zwykle /- 1 cal dla płyt, /- 3/8 cala dla belek)
- Krzesła lub elementy dystansowe znajdują się w odstępach określonych na rysunkach rozmieszczenia (zwykle co 4 stopy w przypadku płyt)
- Wszystkie długości połączeń zakładkowych są prawidłowe i całkowicie powiązane w strefie zakładki
- Końcówki drutu ściągającego są zagięte do wewnątrz i nie wystają ku powierzchni
- Wszystkie osadzone akcesoria (wkładki, płytki, tuleje) są mocowane do klatki w minimalnych określonych punktach wiązania
- Żadnych luźnych remisów — każde skrzyżowanie z remisem sprawdza się w teście pchnięcia ręką
Wiązanie stali zbrojeniowej w produkcji prefabrykatów: kontrola procesu i jakości
Produkcja prefabrykatów betonowych różni się od konstrukcji wylewanych na miejscu pod kilkoma ważnymi względami, które wpływają na sposób zarządzania wiązaniem stali zbrojeniowej. W zakładzie prefabrykacji klatki są wytwarzane na specjalnych stołach montażowych lub poziomych łóżkach, a następnie przenoszone do form w celu odlewania. Proces wytwarzania klatek jest wysoce usystematyzowany, a większość zakładów stosuje standardowe procedury operacyjne (SOP), które szczegółowo określają wzory wiązań, grubość drutu i rozmieszczenie akcesoriów.
Produkcja klatek w oparciu o przyrządy
Stalowe stoły montażowe z regulowanymi ogranicznikami sworzni pozwalają pracownikom ustawiać i wiązać klatki z prętami zbrojeniowymi według dokładnych wymiarów przed podniesieniem ich do form. Przyrząd zapewnia, że odstępy między prętami i całkowite wymiary klatki będą prawidłowe przed nałożeniem drutu. W dobrze zarządzanej fabryce prefabrykatów produkcja klatek na przyrządzie może zmniejszyć liczbę odrzutów wymiarowych o 60–70% w porównaniu do wiązania samego formularza.
Po przymocowaniu klatki do uchwytu mocowane są akcesoria: krzesła barowe są przypinane do dolnych prętów, w określonych miejscach mocowane są wkładki do podnoszenia i zabezpieczany jest wszelki wbudowany sprzęt. Kompletną klatkę podnosi się następnie jako całość i ustawia w formie, do której przed odlewaniem można dodać przekładki krawędziowe i dodatkowe akcesoria.
Dokumentacja i identyfikowalność
Producenci wysokiej jakości prefabrykatów prowadzą dokumentację, która śledzi każdy zespół klatki aż do rysunków rozmieszczenia, listy prętów i pracowników, którzy go wyprodukowali. To nie tylko dobra praktyka — jest to wymagane przez normy takie jak PCI MNL-116 (Podręcznik kontroli jakości zakładów i produkcji prefabrykatów betonowych konstrukcyjnych) oraz wiele specyfikacji projektowych dotyczących elementów mostów i budynków.
W przypadku wykrycia niezgodności — na przykład braku wiązania we wkładzie podnoszącym lub przemieszczonej płyty kotwiącej — identyfikowalność dokumentacji umożliwia producentowi zbadanie pierwotnej przyczyny i skorygowanie dalszego procesu. Bez tego powtarza się ten sam błąd.
Częstotliwość wiązania w prefabrykatach wysokoprodukcyjnych
Nie każde skrzyżowanie w klatce z matą musi być wiązane. Większość specyfikacji i instrukcja CRSI (Instytutu Stali Zbrojeniowej) dotycząca umieszczania prętów zbrojeniowych pozwalają na wiązanie naprzemiennych przecięć w klatkach o płaskiej siatce, pod warunkiem, że wiązane skrzyżowania nie są oddalone od siebie o więcej niż 18 cali w dowolnym kierunku. W praktyce wiążąc wszystkie skrzyżowania obwodowe i każde inne skrzyżowanie wewnętrzne produkuje klatkę, która utrzymuje swoją geometrię bez kosztów pracy związanych z wiązaniem każdego pojedynczego skrzyżowania.
W przypadku zmiany tej zasady: wszystkie skrzyżowania w promieniu 24 cali od złącza konstrukcyjnego, wszystkie skrzyżowania w strefie osadzenia wkładki podnoszącej lub płyty kotwiącej oraz wszystkie skrzyżowania na zakładkach muszą być całkowicie połączone bez pomijania.
Typowe błędy podczas wiązania stali zbrojeniowej i jak ich unikać
Lata obserwacji terenowych i dane z audytów jakości konstrukcji prefabrykowanych i wylewanych na miejscu konsekwentnie ujawniają tę samą grupę błędów. Rozpoznanie ich jest pierwszym krokiem do ich wyeliminowania.
Podwiązanie dużych klatek
W przypadku dużych klatek – powiedzmy 40-metrowej klatki z dźwigarami mostowymi z setkami skrzyżowań – pracownicy czasami pomijają podkłady, aby zaoszczędzić czas. Rezultatem jest klatka, która wydaje się stabilna na przyrządzie, ale rozciąga się podczas podnoszenia za pomocą dźwigu lub przesuwa się podczas wibracji betonu. Wszelkie ruchy prętów podczas betonowania są trwałe ; beton blokuje pręt tam, gdzie osiada, gdy usztywnia. Poprawka to standard częstotliwości wiązania narzucony przez brygadzistę lub inspektora kontroli jakości, a nie pozostawiony indywidualnemu uznaniu.
Wystające końcówki drutu
Lewy koniec skrętu skierowany na zewnątrz w kierunku ściany formy może podczas wibracji migrować do 1/4 cala powierzchni betonu. Gdy beton stwardnieje, ogon rdzewieje i plami powierzchnię w ciągu pierwszych kilku cykli zamrażania i rozmrażania. W prefabrykatach architektonicznych jest to wada wykończenia. W przypadku prefabrykatów konstrukcyjnych wskazuje to na słabą kontrolę jakości. Każdy koniec drutu musi być zagięty do wewnątrz — zajmuje to dodatkową sekundę i całkowicie eliminuje problem.
Niewłaściwa wysokość krzeseł
Stosowanie niewłaściwej wysokości krzeseł barowych jest niezwykle powszechne na placach budowy, gdzie w tym samym obszarze wytwarzanych jest wiele elementów prefabrykowanych o różnych wymaganiach dotyczących pokrycia. Najprostszym środkiem zapobiegawczym jest składowanie krzeseł według wysokości w wyraźnie oznakowanych pojemnikach i sprawdzanie wysokości krzeseł z rysunkiem rozmieszczenia przed rozpoczęciem produkcji. Błędne odczytanie krzeseł 3/4 cala w porównaniu z krzesłami 1,5 cala nie jest oczywiste wizualnie podczas szybkiego spaceru; pojawia się tylko w pomiarze fizycznym.
Nieodpowiednie opaski w lokalizacjach akcesoriów
Jak wspomniano wcześniej, wkładki do podnoszenia i osadzone płyty należy wiązać za pomocą opasek w kształcie ósemki lub opasek siodłowych, a nie opasek zatrzaskowych. Zatrzask na nodze kotwy wkładki podnoszącej może obracać się pod wpływem sił układania betonu. Gdy beton stwardnieje, wkładka może być ustawiona pod kątem, a nie pionowo, co zmniejsza jej efektywną nośność i potencjalnie powoduje zakleszczenie lub przecięcie gwintu połączenia sprzętu podnoszącego.
Ignorowanie zgodności powłoki prętowej
Pręt zbrojeniowy pokryty żywicą epoksydową wymaga odpowiedniego drutu wiążącego, aby zapobiec korozji galwanicznej w punkcie styku. Czarny, wyżarzany drut przywiązany do pręta pokrytego żywicą epoksydową tworzy małe ogniwo galwaniczne w każdym nacięciu lub punkcie styku powłoki. Stosować drut wiązałkowy pokryty żywicą epoksydową lub ocynkowany z prętami zbrojeniowymi pokrytymi żywicą epoksydową zgodnie z normą ASTM A775 i powiązanymi normami. Ten szczegół jest często pomijany w terenie, ale jest wyraźnie wymagany w specyfikacjach konstrukcji mostów i statków.
Wybór prefabrykowanych akcesoriów betonowych zapewniających długoterminową wydajność
Wybór akcesoriów do prefabrykatów betonowych — od krzeseł barowych po systemy podnoszące — ma bezpośredni wpływ na to, jak długo prefabrykowana konstrukcja będzie działać bez konserwacji. Akcesoria, które korodują, odkształcają się pod obciążeniem lub ulegają uszkodzeniom wymiarowym po latach użytkowania, mogą zagrozić integralności strukturalnej dobrze zbudowanych elementów.
Wybór materiału na krzesła barowe i podkładki dystansowe
Krzesła barowe z tworzywa sztucznego (polipropylenu lub polietylenu o dużej gęstości) są standardem w przypadku większości prac prefabrykowanych i odlewanych na miejscu. Są chemicznie obojętne, nie korodują i są stabilne wymiarowo w temperaturach występujących podczas utwardzania betonu. Istotnym problemem związanym z krzesłami z tworzywa sztucznego jest wytrzymałość na obciążenie punktowe pod ciężkimi prętami zbrojeniowymi: Pręty #11 i większe lub grupy prętów w wiązkach mogą pękać cienkościenne plastikowe krzesła jeśli odstęp między krzesłami jest zbyt duży. Używaj krzeseł o dużej wytrzymałości dostosowanych do oczekiwanego obciążenia lub zmień krzesła z drutu stalowego do zastosowań z dużymi barami.
Krzesła z prętów stalowych nadają się do ciężkich klatek i mogą rozciągać się szerzej bez uginania się, ale muszą być albo pokryte żywicą epoksydową, albo umieszczone z osłoną o minimalnej wysokości 1,5 cala nad formą — gołe stalowe krzesła na powierzchni formy sprawią, że plama rdzy pojawi się na powierzchni betonu w ciągu kilku lat.
Nośność wkładki do podnoszenia i współczynniki bezpieczeństwa
Wkładki podnoszące należy dobierać na podstawie ciężaru elementu prefabrykowanego, liczby punktów podnoszenia, kąta zawiesi do podnoszenia oraz współczynnika obciążenia dynamicznego stosowanego podczas operacji podnoszenia i obracania. Większość producentów wkładek podnoszących wymaga: minimalny współczynnik bezpieczeństwa 4:1 w warunkach obciążenia statycznego , przy zastosowaniu współczynników dynamicznych 2–3 w celu uwzględnienia obciążeń udarowych żurawia.
Interakcja pomiędzy wkładkami podnoszącymi i klatką zbrojeniową ma kluczowe znaczenie. Wkładka, która nie jest prawidłowo przymocowana do sąsiednich prętów, nie osiąga pełnej wytrzymałości na zakotwienie – zdolność wyrywania stożka betonowego zależy od tego, czy wkładka jest utrzymywana w swoim projektowym położeniu, z zachowaniem wystarczającej odległości od krawędzi i głębokości zakotwienia. Zawsze zapoznaj się z instrukcją montażu producenta dotyczącą minimalnych odległości od krawędzi i innych wkładek oraz sprawdź je z rysunkami rozmieszczenia przed rozpoczęciem produkcji.
Wbudowany sprzęt połączeniowy
Płyty spawane, szyny dwustronne i kątowniki konstrukcyjne osadzone w elementach prefabrykowanych służą jako punkty połączenia dla wznoszonej na miejscu stali konstrukcyjnej, systemów okładzinowych lub sąsiadujących elementów prefabrykowanych. Ich wymagania dotyczące dokładności pozycjonowania są rygorystyczne — tolerancje montażu w terenie dla połączeń ze stali konstrukcyjnej wynoszą zazwyczaj /- 1/4 cala w rzucie i elewacji, co oznacza, że osadzona płyta musi wylądować w obrębie tej tolerancji po ułożeniu wszystkich tolerancji produkcyjnych i montażowych. Prawidłowe przywiązanie kołków kotwiących lub nóg kotwiących osadzonych płyt do klatki z prętami zbrojeniowymi i ostrożne umieszczenie klatki na skalibrowanych krzesłach pozwala zachować tę tolerancję.
Podsumowanie: Najlepsze praktyki wiązania stali zbrojeniowej w pracach prefabrykowanych i odlewanych na miejscu
Podstawy wiązania stali zbrojeniowej nie są skomplikowane, ale wymagają stałej uwagi na każdym etapie wytwarzania i umieszczania klatki. Oto najważniejsze wnioski:
- Użyj Wyżarzony czarny drut 16 do 16,5 AWG do standardowej pracy; dopasuj rodzaj drutu do powłoki pręta zbrojeniowego (drut ocynkowany lub epoksydowy z prętami powlekanymi)
- Zastosuj opaski siodłowe lub ósemkowe w miejscach o dużym natężeniu ruchu — obręcze klatki kolumny, złącza konstrukcyjne, zakładki i osadzone punkty kotwiczenia akcesoriów
- Po skręceniu zagnij wszystkie końce drutu do wewnątrz, aby zapobiec migracji w kierunku powierzchni betonu
- Użyj the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Zawiąż wszystko Prefabrykowane akcesoria betonowe (wkładki, płytki, rękawy) w określonych przez producenta minimalnych punktach wiązania za pomocą opasek w kształcie ósemki lub opasek siodłowych
- Do pracy o dużej objętości należy rozważyć automatyczne narzędzia wiążące zasilane akumulatorowo — wzrost wydajności i spójności jest znaczący
- Sprawdź klatki przed ich umieszczeniem, korzystając z pisemnej listy kontrolnej — pokrycie, odstępy, długości połączeń, pozycje akcesoriów i końcówki wiązania
- W przypadku produkcji prefabrykatów wytwarzaj na stołach montażowych i przechowuj dokumentację potwierdzającą wymogi dotyczące identyfikowalności i audytu jakości
Dobrze związana klatka jest niewidoczna w gotowej konstrukcji – czyli jest dokładnie tak, jak powinna. Celem jest beton, który zachowuje się dokładnie tak, jak został zaprojektowany, ze zbrojeniem, które pozostaje dokładnie tam, gdzie zostało umieszczone, przez cały projektowany okres użytkowania konstrukcji.