Co to jest płyta betonowa z pustym rdzeniem i dlaczego ma to znaczenie w nowoczesnym budownictwie
A płyta betonowa z pustym rdzeniem to prefabrykowany element z betonu sprężonego posiadający podłużne puste przestrzenie – zazwyczaj okrągłe lub owalne – biegnące przez jego długość. Pustki te zmniejszają całkowitą masę płyty nawet o 40–50% w porównaniu z litą płytą betonową o równoważnych wymiarach, zachowując jednocześnie doskonałe właściwości konstrukcyjne w zakresie zginania, ścinania i odporności ogniowej. To połączenie sprawia, że płyty kanałowe są jednym z najczęściej stosowanych systemów podłogowych w budynkach komercyjnych, wielopiętrowych blokach mieszkalnych, parkingach, magazynach przemysłowych i projektach infrastrukturalnych na całym świecie.
Główny wniosek jest prosty: płyty kanałowe zapewniają doskonały stosunek wytrzymałości do masy, szybką instalację i zmniejszone zużycie materiału. W przypadku produkcji w nowoczesnym zakładzie prefabrykacji — gdzie precyzyjne szalunki, magnesy szalunkowe i zautomatyzowane łóżka odlewnicze definiują jakość produkcji — płyty te konsekwentnie spełniają wąskie tolerancje wymiarowe i wymagające specyfikacje konstrukcyjne. Zrozumienie sposobu, w jaki są one produkowane, obsługiwane i instalowane, jest niezbędne dla inżynierów, wykonawców i specjalistów ds. zaopatrzenia, poszukujących opłacalnych i wydajnych rozwiązań podłogowych.
Jak produkowane są płyty betonowe z pustym rdzeniem
Produkcja płyt kanałowych odbywa się niemal wyłącznie w zakładach prefabrykacji betonowej, stosując jedną z dwóch dominujących metod: proces wytłaczania (forma ślizgowa) lub proces odlewania na mokro. Każde podejście ma określone implikacje dla systemu szalunków, układu zbrojenia, wykończenia powierzchni i roli elementów mocowania magnetycznego.
Metoda wytłaczania
W metodzie wytłaczania długie łoże odlewnicze — zwykle o długości od 100 m do 150 m — jest wstępnie naprężane za pomocą splotów stalowych o dużej wytrzymałości na rozciąganie przed położeniem betonu. Maszyna do wytłaczania przemieszcza się po łożu, wtłaczając sztywną mieszankę betonową o zerowym opadie wokół trzpieni tworzących puste rdzenie. Maszyna porusza się z prędkością około 1–2 m na minutę, pozostawiając ciągłą płytę o jednolitym przekroju. Po utwardzeniu pod izolowanymi osłonami lub w ogrzewanym środowisku płyta jest cięta diamentem na wymaganą długość.
Ponieważ samo łoże odlewnicze pełni rolę formy podstawowej, rola odrębnych elementów szalunku jest ograniczona — ale formy boczne, ograniczniki końcowe i osadzone wkładki są nadal pozycjonowane za pomocą magnesy szalunkowe do utrzymywania elementów stalowych na miejscu na powierzchni stołu do odlewania magnetycznego bez wiercenia i spawania. Ta bezinwazyjna metoda mocowania jest szczególnie ceniona w produkcji długoliniowej, ponieważ eliminuje uszkodzenia drogich łóż stalowych i umożliwia szybką zmianę położenia pomiędzy cyklami produkcyjnymi.
Metoda odlewania na mokro
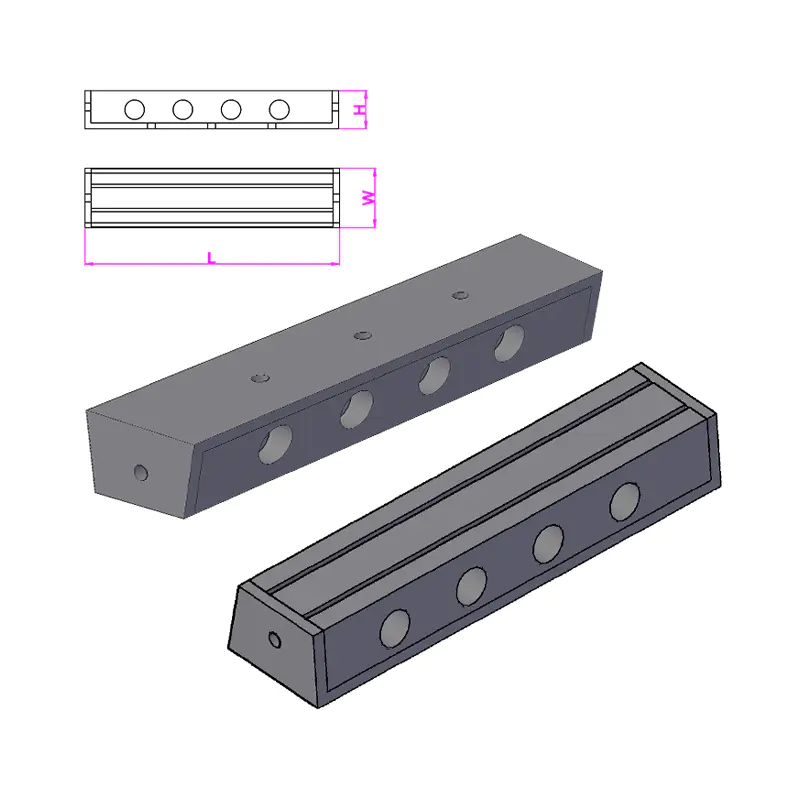
W procesie odlewania na mokro wykorzystuje się indywidualne formy stalowe lub systemy oparte na paletach, na których montowane są elementy szalunkowe. Tutaj, magnesy szalunkowe – zwane także magnetycznymi kotwami szalunkowymi lub skrzynkami magnetycznymi – odgrywają centralną i dobrze widoczną rolę. Urządzenia te są umieszczane na powierzchni stalowej palety i przyciągane siłą magnetyczną, aby utrzymać boczne żaluzje, blokady, wkładki i klatki wzmacniające w precyzyjnym położeniu podczas wylewania betonu i wibracji. Siły trzymania wahają się w szerokim zakresie w zależności od konstrukcji magnesu, przy czym dostarczane są typowe jednostki 600 kg, 900 kg, 1200 kg, a nawet 2100 kg siły trzymającej, wybranej na podstawie ciężaru i obciążeń wibracyjnych, jakie musi wytrzymać szalunek.
Możliwość zmiany położenia magnesów szalunkowych w ciągu kilku sekund — wystarczy przełączyć dźwignię aktywującą w celu uwolnienia pola magnetycznego — znacznie skraca czas konfiguracji w porównaniu z kotwami śrubowymi lub spawanymi. W wysokowydajnym zakładzie prefabrykacji produkującym płyty kanałowe na karuzelowym lub stacjonarnym systemie palet, prędkość ta przekłada się bezpośrednio na większą liczbę cykli produkcyjnych na zmianę i niższe koszty pracy na jednostkę.
Rola magnesów szalunkowych w produkcji płyt kanałowych
Magnesy szalunkowe to zaprojektowane urządzenia mocujące, które wykorzystują trwałe magnesy neodymowe lub ferrytowe zamknięte w stalowej obudowie. Po aktywacji obwód magnetyczny zamyka stalową paletę lub powierzchnię stołu, wytwarzając potężną siłę trzymania. Po wyłączeniu — poprzez obrócenie dźwigni poruszającej wewnętrzny magnes ustalający — obwód otwiera się i urządzenie można podnieść ręcznie. Bez resztek kleju, bez uszkodzeń powierzchni, bez konieczności stosowania specjalnych narzędzi.
W produkcji pustych płyt betonowych magnesy szalunkowe spełniają kilka specyficznych funkcji:
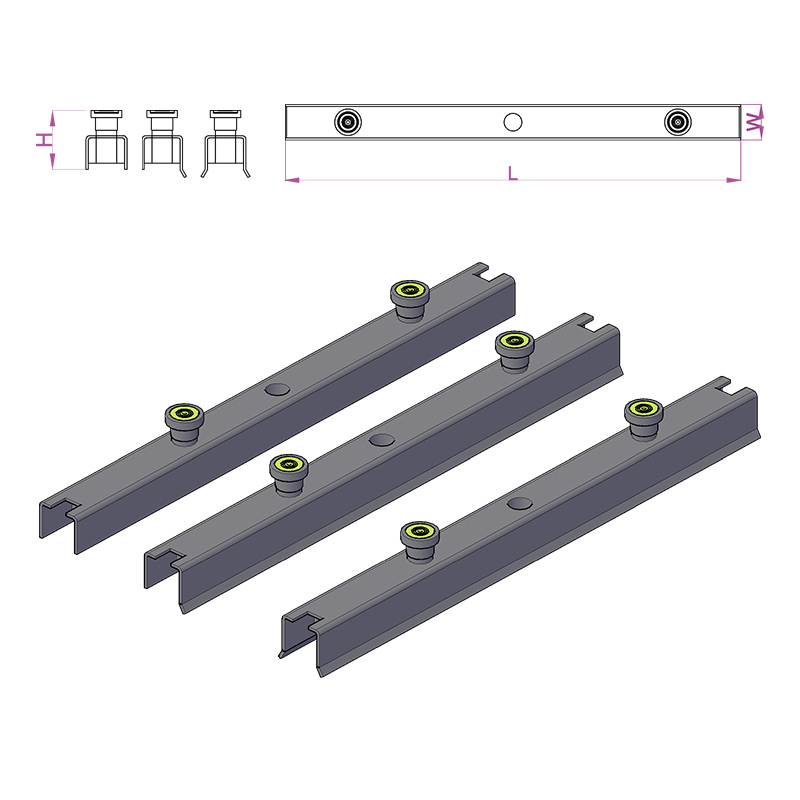
- Zabezpieczanie podłużnych form bocznych określających szerokość płyty i profil krawędzi
- Trzymanie żaluzji końcowych w pozycji w celu ustalenia długości płyty i uformowania powierzchni wierzchniej
- Mocowanie elementów blokujących w głównych lokalizacjach, w których wymagane są otwory na instalacje, kolumny lub mocowania
- Kotwiące wkładki odlewane, takie jak pętle do podnoszenia, kanały kotwiące, tuleje gwintowane i wsporniki przewodów elektrycznych
- Stabilizacja klatek zbrojeniowych przed przemieszczeniami podczas drgań betonu o wysokiej częstotliwości
Szczególnie istotny jest związek pomiędzy doborem magnesu szalunkowego a drganiami betonu. Wibrujący beton wywiera na szalunki siły dynamiczne, które mogą być kilkakrotnie większe niż ciężar statyczny. Magnes szalunkowy o statycznej sile trzymania wynoszącej 1200 kg może być odpowiedni dla formy ważącej zaledwie 80 kg, gdy częstotliwości i amplitudy drgań są niewielkie, ale ten sam magnes może okazać się niewystarczający w przypadku intensywnych wibracji wewnętrznych. Renomowani producenci publikują dane mocowania przetestowane pod kątem wibracji wraz z wartościami statycznymi, a podawanie wyłącznie siły statycznej jest częstym błędem, który prowadzi do ruchu formy podczas odlewania.
Rodzaje magnesów i ich zastosowanie
| Typ magnesu | Typowa siła trzymania | Podstawowe zastosowanie w produkcji płyt | Kluczowa zaleta |
|---|---|---|---|
| Standardowy magnes pudełkowy | 600–1200 kg | Formy boczne, przystanki końcowe | Ekonomiczne, powszechnie dostępne |
| Wytrzymały magnes do pudełek | 1500–2100 kg | Ciężkie stalowe krawędzie, duże bloki | Wysoka odporność na wibracje |
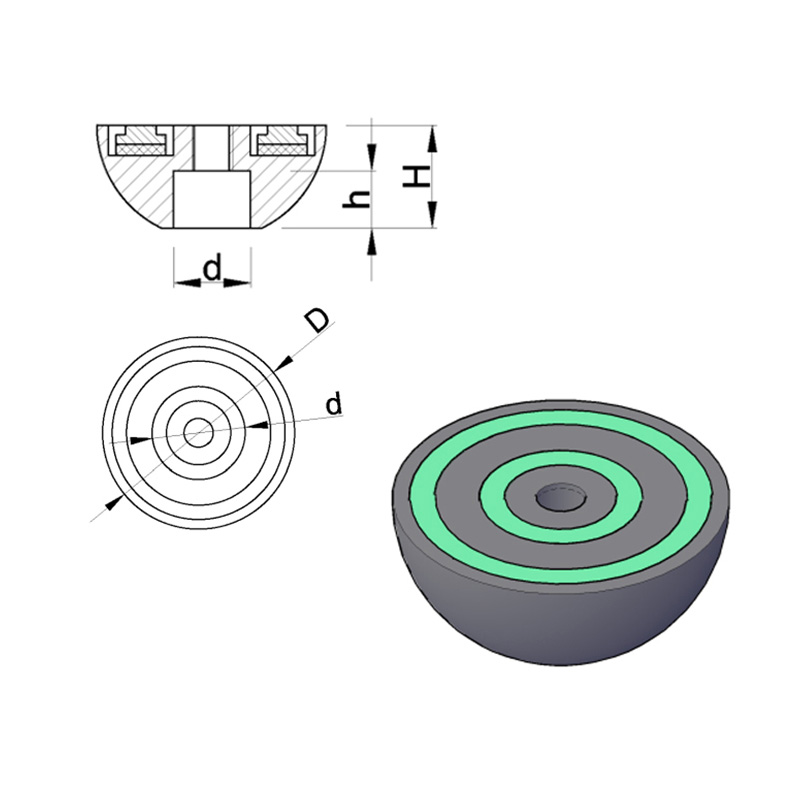
| Włóż magnes (płaski) | 150–400 kg | Szyny kotwiczne, gniazda podnoszące | Niski profil, mieści się pod wkładkami |
| Magnetyczny uchwyt do fazowania | N/A (pozycyjny) | Paski fazujące krawędzie na podsufitce płyty | Spójne detale krawędzi |
| Kąt narożnika magnetycznego | Zmienna | Skrzyżowania 90°, zaślepione narożniki | Eliminuje wycieki fug w narożnikach |
Właściwości konstrukcyjne płyt betonowych z pustym rdzeniem
Zachowanie konstrukcyjne płyty kanałowej zależy od poziomu naprężenia wstępnego, gatunku betonu, geometrii rdzenia i stosunku rozpiętości do głębokości. Standardowe jednostki kanałowe produkowane są w głębokościach od 150 mm do 500 mm , o szerokości typowo 1200 mm. W praktyce powszechne są rozpiętości od 6 m do 18 m, a dobrze zaprojektowane jednostki głębokie osiągają 20 m lub więcej przy kontrolowanych warunkach obciążenia.
Sprężanie odbywa się za pomocą wstępnie naprężonych splotów stalowych o wysokiej wytrzymałości – zwykle o granicy plastyczności 1570 MPa lub 1860 MPa – zakotwionych do przyczółków łoża odlewniczego przed wylaniem betonu. Po osiągnięciu przez beton wymaganej wytrzymałości na przenoszenie (zwykle 25–30 MPa sześciennej), sploty są cięte lub uwalniane, a siła naprężenia wstępnego przekazywana jest na kształtownik betonowy poprzez wiązanie. Wprowadza to efekt wygięcia (łuk skierowany w górę), który częściowo kompensuje ugięcie pod obciążeniem użytkowym.
Typowa wydajność w zakresie obciążenia
| Głębokość płyty (mm) | Rozpiętość 6 m (kN/m²) | Rozpiętość 9 m (kN/m²) | Rozpiętość 12 m (kN/m²) | Rozpiętość 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Liczby te ilustrują, dlaczego płyty kanałowe są stosowane w budynkach biurowych i na parkingach o średnich i dużych rozpiętościach, gdzie standardowe obciążenia użytkowe wynoszą 2,5–5,0 kN/m², a rozpiętości 9–14 m są atrakcyjne ekonomicznie. Naprężenie wstępne w wielu przypadkach eliminuje potrzebę stosowania drugorzędnych belek stalowych, zmniejszając głębokość konstrukcyjną strefy podłogi i oszczędzając znaczną wysokość – często 300–500 mm na kondygnację – w całym okresie istnienia projektu wielokondygnacyjnego.
Odporność na ogień
Płyty betonowe z pustym rdzeniem zapewniają naturalną odporność ogniową dzięki masie termicznej betonu i głębokości otuliny splotów sprężających. Zwykle osiąga się to w przypadku płyty o grubości 200 mm z otuleniem 35 mm względem środka ciężkości splotu REI 120 (dwugodzinna odporność ogniowa konstrukcji) w warunkach standardowego narażenia na ogień. Głębsze jednostki z większym pokryciem z łatwością osiągają REI 180 lub REI 240, spełniając najbardziej rygorystyczne wymagania dotyczące obłożenia bez dodatkowej ochrony przeciwpożarowej. Jest to główna zaleta w porównaniu z alternatywami ze stali lub drewna, które wymagają powłok pęczniejących, systemów tryskaczowych lub obudów, aby uzyskać równoważne parametry.
Systemy szalunkowe i mocowania magnetyczne w zakładzie prefabrykacji
Jakość płyty kanałowej jest nierozerwalnie związana z jakością systemu szalunkowego użytego do jej produkcji. Niezależnie od tego, czy w zakładzie stosuje się stacjonarny system palet, obrotową karuzelę, czy też długie łoża odlewnicze, precyzja ustawienia i zabezpieczenia szalunków decyduje o dokładności wymiarowej, jakości powierzchni i konsystencji gotowych elementów.
Systemy karuzelowe palet
W nowoczesnej karuzeli paletowej palety stalowe przechodzą przez ustaloną sekwencję stanowisk: czyszczenie, osadzanie form, umieszczanie zbrojenia, odlewanie betonu, wibrowanie, utwardzanie, rozformowanie i transport elementów. Cały cykl trwa zazwyczaj ponad 24 godziny, a w obiegu znajduje się wiele palet jednocześnie. Na stanowisku ustawiania form operatorzy ustawiają formy boczne i wkładki za pomocą magnesy szalunkowe według wygenerowanego CNC lub opartego na rysunku układu dla każdego elementu. Ponieważ powierzchnia palety jest precyzyjnie oszlifowaną płytą stalową, magnesy zapewniają stałą siłę kontaktu i trzymania na całej powierzchni.
Wzrost wydajności dzięki magnetycznemu mocowaniu szalunków w systemie karuzelowym jest znaczny. Wyniki badań przeprowadzonych przez europejskich producentów prefabrykatów są spójne Skrócenie czasu wiązania formy o 30–50%. w porównaniu do przykręcanych lub spawanych systemów kotwiących. W zakładzie produkującym 80–120 palet dziennie przekłada się to na godziny zaoszczędzonej pracy na zmianę i wymierną redukcję kosztów produkcji na metr kwadratowy płyty.
Łóżka odlewnicze o długiej linii do wytłaczanego pustego rdzenia
W wyciskaniu długolinowym podstawową funkcję szalunku pełni samo łoże odlewnicze – płaska, gładka powierzchnia stalowa lub pokryta polimerem, po której porusza się wytłaczarka. Jednakże magnesy szalunkowe i powiązane systemy kotew magnetycznych służą do mocowania:
- Deflektory i dewiatory splotów profilujące trajektorię naprężenia wstępnego
- Podłużne szyny boczne, które określają szerokość płyty przed uruchomieniem wytłaczarki
- Elementy blokujące rdzeń, które tworzą otwory dla przepustów instalacyjnych w określonych miejscach
- Pręty zbrojeniowe lub siatka dodawana do mokrej powierzchni betonu w celu połączenia nawierzchni kompozytowej
Nieinwazyjny charakter mocowania magnetycznego jest szczególnie ceniony na złożach długich, gdzie powierzchnia musi pozostać nieuszkodzona przez tysiące cykli produkcyjnych. Wszelkie zarysowania powierzchni lub wgłębienia powstałe w wyniku wiercenia lub spawania stają się źródłem wycieków i sklejania się zaprawy, zwiększając siłę wyjmowania z formy i wady powierzchniowe na gotowym podsufitce płyty.
Wybór odpowiedniego magnesu szalunkowego
Wybór odpowiedniego magnesu szalunkowego do konkretnego zastosowania w produkcji płyt kanałowych wymaga uwzględnienia kilku czynników, wykraczających poza zwykłe dopasowanie siły trzymania do kształtu ciężaru:
- Grubość palety lub stołu: Magnesy są zaprojektowane do pracy ze stalą o określonej grubości (zwykle 10–25 mm). Zbyt cienki i obwód magnetyczny jest niekompletny; zbyt gruba i siła trzymania znacznie spada.
- Metoda wibracji betonu: Wibratory stołowe zewnętrzne generują większe siły dynamiczne niż wibratory igłowe wewnętrzne. Magnesy w układach wibrowanych zewnętrznie wymagają wyższych znamionowych sił trzymania — często 1,5 do 2 razy większych niż wymagania obliczone statycznie.
- Ciśnienie wody słodkiej i wysokość betonu: W przypadku wysokich elementów lub tam, gdzie beton jest szybko układany, ciśnienie hydrauliczne działające na formy może przekroczyć proste obliczenia ciężaru. Magnes musi wytrzymać zarówno pionową siłę podnoszenia, jak i nacisk boczny.
- Materiał formy i geometria: Formy stalowe bezpośrednio przenoszą siłę magnetyczną; Formy aluminiowe lub plastikowe wymagają stalowych płyt podstawowych, które pełnią rolę pośredników pomiędzy magnesem a nieferromagnetycznym materiałem formy.
- Środowisko operacyjne: Instalacje wyposażone w suwnice, silniki elektryczne lub inne źródła elektromagnetyczne mogą wymagać magnesów z ekranowanymi obudowami, aby zapobiec niezamierzonej dezaktywacji lub zakłóceniom.
Wiodący producenci — w tym Ratec, Halfen, Sommer i inni — oferują wsparcie inżynieryjne przy doborze magnesów i publikują szczegółowe arkusze danych technicznych ze statyczną siłą trzymania, siłą sprawdzoną wibracjami, zakresem temperatur roboczych i żywotnością cykliczną (zwykle ocenianą dla 500 000 do 1 000 000 cykli aktywacji zanim elementy wewnętrzne będą wymagały kontroli).
Transport, obsługa i montaż płyt kanałowych
Po odlaniu, utwardzeniu i przycięciu płyty kanałowe należy podnosić, transportować i montować ostrożnie. Sekcja sprężona jest zoptymalizowana pod kątem zginania dodatniego w kierunku rozpinania; nieprawidłowe obchodzenie się, które powoduje ujemne zginanie lub obciążenie poprzeczne, może spowodować pękanie na wstępnie ściśniętej (sufitowej) powierzchni czołowej – uszkodzenie, które jest trudne do wykrycia i może pogorszyć parametry konstrukcyjne.
Wymagania dotyczące podnoszenia i transportu
Płyty kanałowe należy podnosić za pomocą specjalnie zaprojektowanych zacisków lub układów belek i rozpórek, które przykładają obciążenie w punktach projektowej strefy podnoszenia – zazwyczaj nie dalej niż L/5 z każdego końca, gdzie L jest długością płyty. W przypadku płyt o długości powyżej 10 m standardową praktyką w celu kontrolowania momentów zginających jest podnoszenie trzypunktowe lub czteropunktowe za pomocą belki rozporowej.
Na miejscu płyty są montowane za pomocą dźwigu bezpośrednio na belkach nośnych, ścianach lub wspornikach. Długość łożyska na każdym końcu musi spełniać minimalne wymagania – zazwyczaj 75 mm na wspornikach stalowych lub prefabrykowanych betonowych i 100 mm na murze lub betonie wylewanym na miejscu — aby zapewnić odpowiednie przeniesienie obciążenia i zapobiec odpryskiwaniu końców pod obciążeniem użytkowym. Aby rozłożyć naprężenia kontaktowe i dostosować tolerancje wymiarowe, stosuje się podkładki łożyskowe z neoprenu lub zaprawy.
Spoinowanie złączy podłużnych
Sąsiednie płyty kanałowe w podłodze łączy się poprzez spoinowanie podłużnych spoin pomiędzy elementami. Zaprawa — zazwyczaj mieszanka cementu portlandzkiego o niskim stosunku wody do cementu — wypełnia złącze stożkowe lub wpustowe, a po stwardnieniu przenosi poziome ścinanie pomiędzy elementami, dzięki czemu podłoga może działać jak membrana. W obliczeniach sejsmicznych działanie membrany ma kluczowe znaczenie dla rozłożenia sił poprzecznych na pionowy układ konstrukcyjny. Zaprawa jest często wzmacniana za pomocą podłużnych ściągaczy umieszczanych w otwartych rdzeniach na krawędziach i wtapianych w nią, co zapewnia ciągłość wzmocnienia w poprzek złącza.
Dokładność połączenia wzdłużnego zależy częściowo od tego, jak dokładnie kształt krawędzi został utrzymany podczas odlewania – inny punkt magnesy szalunkowe i powiązane akcesoria do mocowania magnetycznego bezpośrednio wpływają na jakość zainstalowanej podłogi. Forma, która podczas odlewania przesunęła się nawet o 3–5 mm, może wytworzyć geometrię spoiny trudną do całkowitego spoinowania, pozostawiając puste przestrzenie, które zmniejszają przenoszenie ścinania i wodoodporność.
Wylewka betonowa na miejscu
Wiele stropów z płyt kanałowych jest wyposażonych w konstrukcyjną warstwę betonu na miejscu, zwykle o grubości 50–75 mm, wylewaną na prefabrykaty po montażu. To polewanie służy wielu celom:
- Wyrównuje powierzchnię podłogi, kompensując różnicę ugięcia pomiędzy sąsiednimi płytami
- Tworzy solidną membranę, łącząc wszystkie jednostki ciągłą wzmocnioną płytą
- Umożliwia integrację wylewki podłogowej, ogrzewania podłogowego lub instalacji w obrębie głębokości wylewki
- Zaprojektowany zespolony, zwiększa głębokość konstrukcyjną i nośność podłogi
Górna powierzchnia płyt kanałowych wytwarzanych metodą wytłaczania jest celowo pozostawiona szorstka – w procesie wytłaczania powstaje falista lub prążkowana tekstura, która zapewnia mechaniczne połączenie wierzchniej warstwy. Jednostki odlewane na mokro wymagają przygotowania powierzchni (zwykle śrutowania lub mechanicznej skaryfikacji), aby uzyskać równoważną siłę wiązania, co wiąże się z dodatkowym etapem produkcji i powiązanymi kosztami.
Zrównoważony rozwój i wydajność materiałowa płyt betonowych z pustym rdzeniem
Branża budowlana stoi przed rosnącą presją, aby ograniczać zużycie węgla i materiałów. Płyty betonowe z pustymi rdzeniami wypadają korzystnie w porównaniu z alternatywnymi systemami podłogowymi pod względem kilku wskaźników zrównoważonego rozwoju, szczególnie jeśli bierze się pod uwagę pełny cykl życia.
Zmniejszona objętość betonu i stali
Usunięcie betonu ze strefy rdzenia – tam, gdzie ma on niewielki wpływ na wytrzymałość na zginanie – pozwala na produkcję pustych rdzeni 30–45% mniej betonu na metr kwadratowy niż równoważna płyta pełna przy tej samej rozpiętości i nośności. Zastosowanie stali sprężającej o wysokiej wytrzymałości (1860 MPa) zamiast konwencjonalnego zbrojenia ze stali miękkiej (500 MPa) oznacza, że całkowity ciężar stali na jednostkę powierzchni jest również znacznie zmniejszony: w płycie kanałowej można zużyć tylko 2–4 kg/m² splotu sprężającego, w porównaniu do 8–15 kg/m² pręta zbrojeniowego w konwencjonalnej płycie zbrojonej zaprojektowanej dla tych samych parametrów.
Ta redukcja materiału bezpośrednio zmniejsza zawartość węgla w konstrukcji podłogi. Dane branżowe sugerują, że typowa płyta kanałowa o średnicy 265 mm zawiera węgiel wynoszący około 100–130 kg CO₂e/m² w porównaniu do 160–200 kg CO₂e/m² w przypadku litej płyty płaskiej montowanej na miejscu o podobnych właściwościach konstrukcyjnych.
Produkcja fabryczna i redukcja odpadów
Produkcja fabryczna w kontrolowanych warunkach minimalizuje straty materiału wynikające z nadmiernego zamawiania, wycieków i przeróbek. Odpady betonu w dobrze zarządzanym zakładzie prefabrykatów zazwyczaj stanowią 1–3% wielkości produkcji, w porównaniu z 5–10% lub więcej w konwencjonalnym zakładzie wytwarzanym na miejscu. Zastosowanie magnesów szalunkowych i form stalowych wielokrotnego użytku dodatkowo zmniejsza ilość odpadów szalunkowych; wysokiej jakości forma stalowa z kotwieniem magnetycznym może być ponownie wykorzystywana przez tysiące cykli produkcyjnych, podczas gdy szalunki drewniane montowane na miejscu są zwykle wyrzucane po kilku użyciach.
Rozważania dotyczące końca życia
Po zakończeniu okresu użytkowania płyty kanałowe można rozbić i poddać recyklingowi jako kruszywo do podbudowy drogowej, materiału wypełniającego lub – w przypadku bardziej zaawansowanych strumieni recyklingu – ponownie przetworzyć na kruszywo betonowe. Splot sprężający można odzyskać i poddać recyklingowi jako złom stalowy. Żaden z procesów nie jest doskonały, a podczas rozbiórki i transportu traci się część zawartego węgla, ale względna prostota składu materiału (beton i stal) sprawia, że płyty kanałowe są łatwiejsze do recyklingu niż systemy kompozytowe obejmujące wiele materiałów związanych.
Typowe zastosowania i przykłady projektów
Płyty kanałowe z betonu rdzeniowego są przeznaczone do szerokiej gamy typów budynków i zastosowań infrastrukturalnych. Ich wszechstronność wynika z szerokiego zakresu dostępnych głębokości, możliwości dostosowania przepustów instalacyjnych i zabetonowań (precyzyjnie pozycjonowanych podczas produkcji za pomocą magnetycznych kotew szalunkowych) oraz kompatybilności z różnorodnymi konstrukcjami wsporczymi.
Wielokondygnacyjne budynki mieszkalne
W budownictwie mieszkaniowym płyty kanałowe o grubości 200–265 mm i rozpiętości 5–9 m pomiędzy ścianami nośnymi lub belkami są standardową specyfikacją w Holandii, Skandynawii, Europie Środkowej i Wielkiej Brytanii. 15-piętrowy blok mieszkalny, w którym zastosowano prefabrykowane stropy kanałowe, może być wodoszczelny w przypadku parteru w ciągu 8–12 tygodni, w porównaniu do 20–30 tygodni w przypadku równoważnej konstrukcji betonowej wylewanej na miejscu. Regularny plan budynków mieszkalnych szczególnie dobrze pasuje do jednolitej szerokości i standardowego zakresu rozpiętości elementów kanałowych.
Handlowe budynki biurowe
Budynki biurowe wymagają większych rozpiętości w celu zapewnienia elastyczności na planie otwartym, zwykle 9–14 m. Głębokie płyty kanałowe (320–400 mm) o wysokim poziomie naprężenia wstępnego projektuje się tak, aby przenosiły obciążenia użytkowe o wartości 3,5–5,0 kN/m² na tych przęsłach bez belek drugorzędnych. Odsłonięte podsufitki z płyt kanałowych – z natury płaskie i gładkie w procesie wytłaczania lub odlewania na mokro – są coraz częściej widoczne jako element projektu, co pozwala uniknąć kosztów sufitów podwieszanych i zyskać korzyści w zakresie masy termicznej, które zmniejszają szczytowe obciążenia chłodnicze o 15–25% w dobrze zaprojektowanych budynkach z naturalną wentylacją lub mieszanymi.
Parkingi
Parkingi wielopoziomowe to jedno z najbardziej wymagających środowisk dla prefabrykatów betonowych: powszechne są rozpiętości 15–18 m, skupione obciążenia kół mogą sięgać 30–60 kN na oś, a konstrukcja jest narażona na działanie soli odladzających, cykli zamrażania i rozmrażania oraz wilgoci. Zazwyczaj stosuje się płyty kanałowe do zastosowań na parkingach Głębokość 400–500 mm , produkowane z betonu o wysokiej klasie (C50/60 lub wyższej) i niskim stosunku wody do cementu, aby zmaksymalizować trwałość. Cienkie środniki pomiędzy rdzeniami wymagają starannego projektowania mieszanki betonowej – niskiego maksymalnego rozmiaru kruszywa, odpowiedniej urabialności – i precyzyjnego zagęszczania, co ułatwia kontrolowane środowisko produkcyjne i systemy kontroli jakości w zakładzie prefabrykacji.
Budynki Przemysłowe i Magazynowe
Magazyny, centra dystrybucyjne i zakłady produkcyjne wykorzystują płyty kanałowe na antresolach, podwyższonych dokach załadunkowych i podłogach wspartych na podłożu na oczepach pali. W tych zastosowaniach możliwość wstępnego zainstalowania odlewanych gniazd podnośnikowych, kanałów kotwiących do systemów regałów i przewodów elektrycznych – a wszystko to umiejscowione za pomocą magnetycznych kotew szalunkowych podczas produkcji instalacji – znacznie zmniejsza koszty mocowania na miejscu i ryzyko programu.
Kontrola jakości i standardy dotyczące pustych płyt betonowych
Płyty kanałowe produkowane w Europie muszą spełniać wymagania EN 1168:2005 A3:2011 — zharmonizowanej normy produktowej dotyczącej prefabrykowanych betonowych płyt kanałowych. Niniejsza norma określa wymagania eksploatacyjne dotyczące wytrzymałości konstrukcyjnej, odporności ogniowej, substancji niebezpiecznych, tolerancji wymiarowych i właściwości akustycznych, wraz z wymaganiami dotyczącymi zakładowej kontroli produkcji, testowania i oznakowania CE.
Kluczowe tolerancje wymiarowe zgodnie z EN 1168 obejmują:
- Długość: ±20 mm dla płyt do 6 m; ±0,3% długości dla płyt powyżej 6 m
- Szerokość: ±5 mm
- Głębokość: ±5 mm
- Prostoliniowość: ≤L/600, maksymalnie 20 mm
- Prostokątność końcówek: ≤10 mm
- Wygięcie: 15/−5 mm dla płyt do 12 m
Osiągnięcie tych tolerancji zależy od jakości całego łańcucha produkcyjnego — od projektu mieszanki i dozowania betonu, poprzez dokładność naprężenia splotów, po ustawienie szalunków i kontrolę po odlewaniu. Zastosowanie magnesów szalunkowych i powiązanych magnetycznych systemów pozycjonowania przyczynia się do dokładności wymiarowej, eliminując przesunięcie pozycyjne, które występuje w przypadku konwencjonalnych form skręcanych pod wpływem wibracji, oraz umożliwiając szybką i precyzyjną zmianę położenia w przypadku zmiany układu ustawień.
Poza tolerancjami wymiarowymi norma EN 1168 i wspierające ją normy projektowe Eurokodu (EN 1992-1-1, EN 1992-1-2) wymagają szczegółowej weryfikacji konstrukcji obejmującej zginanie, ścinanie, przebijanie, zakotwienie końcowe i odporność ogniową. Proces projektowania stropu kanałowego obejmuje określenie maksymalnej rozpiętości dla wymaganego obciążenia, wybór odpowiedniej głębokości płyty i układu splotów z tabel obciążeń producenta, sprawdzenie długości łożyska, weryfikację działania membrany w spoinie zalanym oraz koordynację przepustów instalacyjnych z inżynierem budowlanym.
Porównanie płyt kanałowych z alternatywnymi systemami podłogowymi
Wybór między kanałowymi płytami betonowymi a konkurencyjnymi systemami podłogowymi wymaga rozważenia wydajności konstrukcyjnej, szybkości programu, kosztów, zrównoważonego rozwoju i ograniczeń miejsca. Żaden pojedynczy system nie wygrywa w każdym kryterium, ale płyty kanałowe mają wyraźną przewagę w określonych scenariuszach.
| Kryterium | Pusta płyta rdzeniowa | Płyta płaska na miejscu | Pokład ze stali kompozytowej | Solidna płyta prefabrykowana |
|---|---|---|---|---|
| Typowy zakres rozpiętości | 6–20 m | 5–12 m | Belki (pokładowe) o długości 3–9 m | 3–7 m |
| Waga (samodzielna) | Niski–Średni | Wysoka | Niski–Średni | Wysoka |
| Szybkość instalacji | Bardzo szybko | Powolne (szalunki, utwardzanie) | Szybko | Szybko |
| Odporność ogniowa (bez dodatkowej ochrony) | REI 60–240 | REI 60–180 | Zwykle REI 30–60 | REI 60–180 |
| Efektywność materiałowa | Wysoka | Niski | Średni | Niski |
| Wydajność akustyczna | Dobry (z jastrychem) | Dobrze | Dostateczny (wymaga leczenia) | Dobrze |
| Integracja usług | Średni (cores usable) | Wysoka (flexible) | Wysoka | Niski |
Same rdzenie oferują użyteczną zaletę w budownictwie: w niektórych podejściach projektowych podłużne puste przestrzenie wykorzystuje się jako kanały powietrzne do ogrzewania, chłodzenia lub wentylacji, przepuszczając klimatyzowane powietrze przez płytę, aby zarówno obsługiwać zajmowaną przestrzeń, jak i wykorzystywać masę termiczną betonu do odpuszczania. Podejście Systemu Budynku Aktywowanego Termicznie (TABS) zostało wdrożone w wielu projektach biurowych w Europie Środkowej, co umożliwiło wymierne zmniejszenie szczytowego zapotrzebowania na chłodzenie aż do 30–40% w porównaniu do konwencjonalnych systemów po stronie powietrznej.
Praktyczne uwagi dla specyfikatorów i wykonawców
Określenie specyfikacji lub zakup płyt kanałowych wymaga współpracy z producentem na wczesnym etapie procesu projektowania. W przeciwieństwie do betonu wylewanego na miejscu, który można regulować na miejscu, płyty kanałowe są wymiarowo ustalane w fabryce. Zmiany poprodukcyjne — wycięcia, dodatkowe mocowania, modyfikacje zbrojenia — są technicznie możliwe, ale kosztowne i czasochłonne. Zapewnienie przepływu informacji już na etapie projektowania ma kluczowe znaczenie.
Informacje wymagane na etapie projektowania
- Obciążenia konstrukcyjne: ciężar własny, nałożone obciążenia martwe (jastrych, ścianki działowe, wykończenia), wymuszone (kategoria użytkowania) i wszelkie obciążenia skupione pochodzące z instalacji, magazynów lub mocowań okładzin
- Jasne warunki rozpiętości i łożyska na każdej podporze, w tym wszelkie podpory nierównoległe lub skośna geometria
- Klasa odporności ogniowej wymagana dla strefy podłogi
- Lokalizacja, rozmiar i obramowanie wszystkich przepustów instalacyjnych, w tym tulei MEP, rur drenażowych, słupów konstrukcyjnych przechodzących przez podłogę i otworów szybów wind
- Wymagane mocowania do wbetonowania: szyny kotwiące, mufy do podnoszenia, śruby mocujące, króćce kablowe — wszystkie te elementy są umieszczane za pomocą magnetycznych kotew szalunkowych i odlewane podczas produkcji fabrycznej
- Wymagania dotyczące parametrów akustycznych, szczególnie w przypadku projektów mieszkaniowych lub o mieszanym przeznaczeniu, w których dźwięk uderzeniowy i dźwięk przenoszony w powietrzu muszą spełniać normy regulacyjne
- Granice ugięcia i oczekiwania dotyczące wygięcia, zwłaszcza w przypadku kruchych wykończeń (płytki, lastryko) nakładanych bezpośrednio na powierzchnię płyty
Koordynacja miejsca instalacji
Montaż płyt kanałowych na miejscu wymaga koordynacji udźwigu dźwigów, dróg dojazdowych, tymczasowych podpór (jeśli wymaga tego projekt konstrukcyjny) oraz kolejności cementowania, wylewania wierzchniej warstwy i szczegółów połączeń konstrukcyjnych. Udźwig dźwigu jest często krytycznym ograniczeniem : płyta kanałowa o średnicy 400 mm, długości 12 m i szerokości 1,2 m waży około 5 000–5 500 kg. Na ograniczonym terenie miejskim, gdzie wysięg żurawia zmniejsza udźwig, może to wymagać zmniejszenia długości płyty lub określenia lżejszej jednostki – decyzja ta wiąże się z uwzględnieniem rozpiętości, obciążenia i konstrukcji wsporczej.
Spoinowanie spoin powinno być dokładnie zgodne ze specyfikacją producenta. Użycie zbyt mokrej zaprawy powoduje powstanie porowatej, słabej spoiny, podatnej na pękanie; zbyt suchy i może nie wypełnić całkowicie stożkowego profilu złącza, pozostawiając puste przestrzenie. Spoinowanie spoin na dużych powierzchniach podłóg należy zaplanować jako operację ciągłą, z udziałem odpowiedniego personelu i zdolności mieszania, aby uniknąć zimnych spoin w ramach jednej spoiny.
Kontrole po instalacji
Po montażu i spoinowaniu ukończoną podłogę kanałową należy sprawdzić pod kątem:
- Różnicowe pochylenie pomiędzy sąsiednimi jednostkami — dopuszczalne w granicach ± 5 mm bez nadwyżki; jeśli jest większa, może być konieczna dodatkowa głębokość jastrychu, aby uzyskać równą powierzchnię
- Kompletność spoiny we wszystkich spoinach wzdłużnych i poprzecznych
- Adekwatność łożyska końcowego na wszystkich podporach
- Stan wkładek do wlewania — wszelkie uszkodzone lub źle umiejscowione wkładki należy zgłosić i naprawić przed nałożeniem wierzchniej warstwy lub wykończenia
- Brak uszkodzeń podczas przenoszenia: pęknięć na końcach płyt, odprysków w obszarach nośnych lub pęknięć wzdłużnych w środnikach, które mogą wskazywać na uszkodzenia transportowe lub montażowe
Innowacje w technologii płyt kanałowych i systemach szalunków magnetycznych
Przemysł prefabrykatów betonowych w dalszym ciągu udoskonala zarówno produkty z płyt kanałowych, jak i systemy produkcyjne stosowane do ich produkcji. Dla osób podejmujących długoterminowe decyzje inwestycyjne infrastrukturalne warto zwrócić uwagę na kilka obszarów aktywnego rozwoju.
Beton o ultrawysokiej wytrzymałości w produkcji rdzeni drążonych
Badania nad betonem o ultrawysokiej wytrzymałości (UHPC) do zastosowań w kanałach kanałowych są prowadzone w ramach kilku europejskich i azjatyckich programów badawczych. Mieszanki UHPC o wytrzymałości na ściskanie 150–200 MPa umożliwiają dalsze zmniejszenie grubości wstęgi, zmniejszając ciężar własny przy jednoczesnym zachowaniu odporności na ścinanie. Wyzwanie produkcyjne polega na tym, że UHPC nie jest kompatybilne ze standardowym sprzętem do wytłaczania – wzmocnienie włókien i lepkość mieszanki wymagają zmodyfikowanych metod odlewania – oraz rola magnesy szalunkowe and precision magnetic formwork systems w pozycjonowaniu cieńszych form o większej dokładności staje się jeszcze ważniejsze.
Automatyka i robotyka w ustawianiu szalunków
Kilku producentów prefabrykatów oferuje obecnie zrobotyzowane systemy ustawiania szalunków, które odczytują układ elementów z modelu BIM i automatycznie umieszczają formy boczne, ograniczniki końcowe i wkładki na powierzchni palety. Systemy te zazwyczaj wykorzystują roboty bramowe z systemami wizyjnymi do podnoszenia i umieszczania elementów szalunków magnesy szalunkowe jako ostateczny mechanizm mocujący — robot ustawia formę, a kotwica magnetyczna zostaje aktywowana, aby zablokować ją w miejscu. Pierwsi użytkownicy tych systemów zgłaszają dokładność osadzania form wynoszącą ±1–2 mm i czasy cykli znacznie niższe od ustawień ręcznych, przy stałej jakości i zmniejszonym zmęczeniu operatora.
Integracja cyfrowa i inteligentna produkcja
Nowoczesne zakłady prefabrykacji w coraz większym stopniu integrują technologię cyfrowych bliźniaków — wirtualny model hali produkcyjnej w czasie rzeczywistym — z systemami kontroli jakości, zarządzaniem zapasami i logistyką. Każdemu elementowi w miejscu produkcji przypisany jest unikalny kod QR lub znacznik RFID, który łączy jego cyfrowy zapis z konkretną partią betonu, partią splotu, położeniem wkładki mocowanej na magnesie i wynikami kontroli wymiarowej. Ta identyfikowalność jest coraz bardziej wymagana przez głównych wykonawców i klientów w przypadku złożonych projektów, w których wymagana jest odpowiedzialność konstrukcyjna przez projektowany okres życia budynku wynoszący 50–100 lat.
Precyzja magnetycznego mocowania szalunków w połączeniu z kontrolą jakości gotowego elementu za pomocą skanowania laserowego przed wysyłką stanowi część tego cyfrowego łańcucha jakości. Płyta, która przejdzie wszystkie kontrole wymiarowe, zapisy dotyczące wytrzymałości betonu i kontrolę wzrokową, jest wysyłana z pełnym zapisem produkcji dostępnym na miejscu za pomocą skanu QR, umożliwiając inżynierowi budowlanemu lub właścicielowi budynku weryfikację zgodności bez polegania wyłącznie na certyfikatach papierowych.








