Co właściwie robi fazowane obrzeże — i dlaczego wybór materiału ma znaczenie
Fazowane krawędzie odnoszą się do ukośnego lub ukośnego przejścia zastosowanego do krawędzi powierzchni, panelu, płyty lub profilu. Zamiast pozostawiać odsłonięty narożnik o kącie 90 stopni, fazowanie odcina ten narożnik pod kątem — zwykle 45 stopni — tworząc powierzchnię bezpieczniejszą w dotyku, łatwiejszą do czyszczenia i bardziej odporną na odpryski i rozwarstwianie. W budownictwie, produkcji i pracach wykończeniowych różnica między krawędzią fazowaną a krawędzią ściętą pod kątem prostym nie jest jedynie kosmetyczna. Prawidłowo wykonane fazowanie może wydłużyć żywotność krawędzi o 30–50% w środowiskach o dużym natężeniu ruchu eliminując punkt koncentracji naprężeń, który tworzą kwadratowe narożniki.
Materiał użyty do wytworzenia lub zabezpieczenia tego skosu określa wszystko inne: jego trwałość, sposób reakcji na uderzenia i wilgoć, możliwość zmiany położenia lub dostosowania oraz koszt w całym cyklu życia projektu. Od dziesięcioleci na rynku dominują sztywne listwy fazujące z aluminium lub PCV Gumowa fazka magnetyczna systemy zyskały znaczną popularność w szalunkach betonowych, układaniu płytek i wykańczaniu architektury, ponieważ rozwiązują problemy, których sztywne profile po prostu nie mogą rozwiązać - w szczególności przyczepność bez elementów złącznych, zachowanie kształtu pod ciśnieniem i łatwe usuwanie bez wysiłku bez uszkodzenia powierzchni.
W tym przewodniku opisano mechanikę krawędzi fazowanych, dostępne kategorie materiałów, dane dotyczące ich rzeczywistej wydajności oraz konkretne scenariusze, w których każda opcja ma sens. Jeśli właśnie określasz obrzeża dla projektu, wnioski znajdują się na górze każdej sekcji.
Geometria fazowania: kąty, głębokości i zgodność powierzchni
Nie wszystkie fazowania są takie same. Kąt i głębokość fazy oddziałują bezpośrednio z materiałem podłoża, obciążeniem, jakie wytrzyma krawędź oraz wymaganym wykończeniem wizualnym. Zrozumienie geometrii przed wyborem produktu do obrzeży zapobiega kosztownym przeróbkom.
Standardowe kąty fazowania stosowane w praktyce
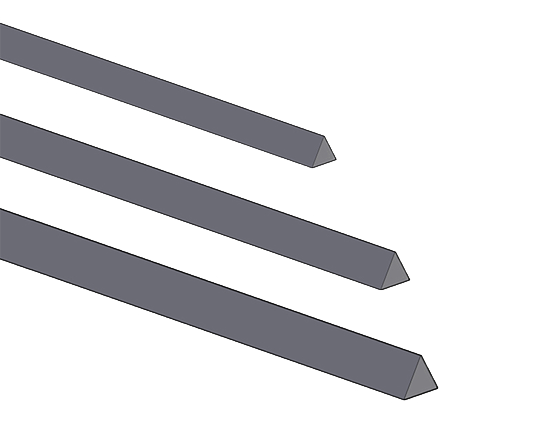
- Fazowanie pod kątem 45 stopni: Najpopularniejszy kąt w budownictwie i stolarce. Tworzy skosy o równej długości i symetrycznie rozkłada naprężenia krawędziowe. Stosowany w narożnikach szalunków betonowych, noskach schodów i krawędziach paneli.
- Fazowanie pod kątem 30 stopni: Tworzy dłuższą i płytszą fazę — preferowaną tam, gdzie estetyka wymaga subtelnego przejścia, a nie wyraźnej powierzchni zakrzywionej. Powszechnie stosowane w wysokiej klasy szafkach i betonie architektonicznym.
- Fazowanie pod kątem 60 stopni: Bardziej strome cięcie, które usuwa więcej materiału. Używane, gdy potrzebny jest odstęp dla komponentów mechanicznych lub gdy zamierzeniem projektowym jest głębsza linia cienia.
- Kąty niestandardowe (15–75 stopni): Przeznaczone do oprzyrządowania przemysłowego, precyzyjnie obrobionych części i specjalistycznych profili architektonicznych.
Głębokość fazowania i jej implikacje strukturalne
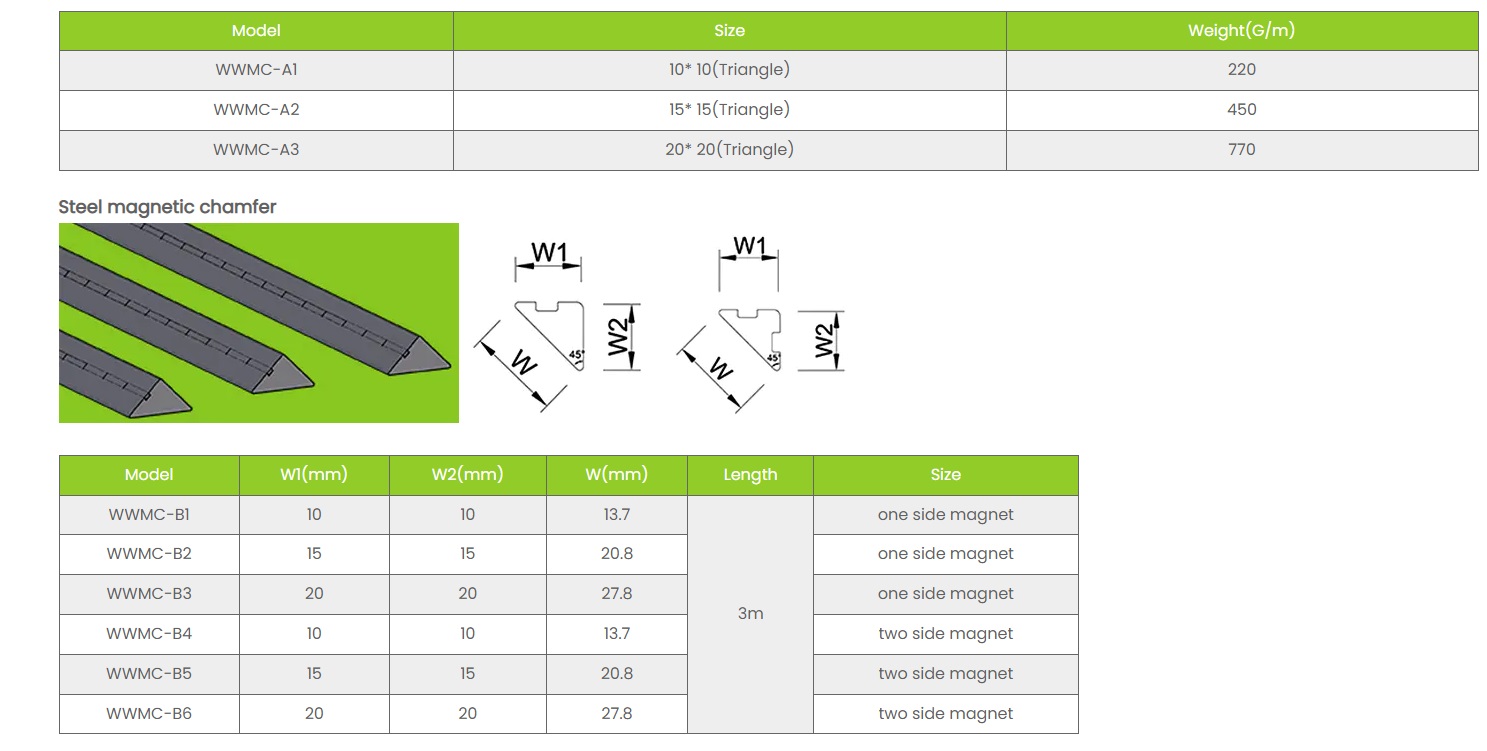
Głębokość mierzy się jako odległość od pierwotnego narożnika do początku powierzchni fazowanej. W szalunkach betonowych a Pasek fazujący o wymiarach 10 mm × 10 mm (głębokość 10 mm, szerokość 10 mm) to standard branżowy dotyczący narożników kolumn i krawędzi płyt. Płytsze skosy o wymiarach 5 mm × 5 mm pojawiają się w drobnym betonie architektonicznym, gdzie preferowane jest minimalne usuwanie materiału. Głębsze fazowania o wymiarach 20 mm × 20 mm lub większe są stosowane w ciężkim budownictwie lądowym — przyczółkach mostów, ścianach oporowych i prefabrykowanych belkach — gdzie fazowanie służy również do prowadzenia wyrównania szalunków podczas montażu.
Podłoże też ma znaczenie. Beton w standardowych proporcjach mieszanki (wytrzymałość na ściskanie 25–40 MPa) niezawodnie utrzymuje sfazowaną krawędź, jeśli pas fazujący jest prawidłowo uszczelniony podczas zalewania. Słabsze mieszanki poniżej 20 MPa są podatne na odpryskiwanie krawędzi nawet przy obecności fazowania, dlatego też specyfikatory łączące Gumowa fazka magnetyczna taśmy z wylewami o kontrolowanej jakości konsekwentnie wykazują mniej defektów po usunięciu taśmy niż te, w których zastosowano sztywny PCV w tej samej mieszance.
Kategorie materiałów dla krawędzi fazowanych: bezpośrednie porównanie
Pięć głównych kategorii materiałów obejmuje większość zastosowań z fazowanymi krawędziami w budownictwie, produkcji i wykańczaniu. Każdy z nich ma odrębny profil wydajności.
| Materiał | Możliwość ponownego użycia | Metoda instalacji | Odporność na wilgoć | Jakość krawędzi | Typowy koszt za metr |
|---|---|---|---|---|---|
| Gumowa fazka magnetyczna | Wysoka (50–100 cykli) | Przyczepność magnetyczna do szalunków stalowych | Znakomicie | Bardzo czysto, minimalne puste przestrzenie | 3–8 dolarów |
| Sztywne PCV | Niski (typowo jednorazowy) | Przybijane lub klejone | Dobrze | Dobrze, nail holes visible | 0,80–2 USD |
| Aluminium | Średni (5–15 cykli) | Przykręcane lub zaciskane | Bardzo dobrze | Dobrze, screw marks possible | 4–12 dolarów |
| Pianka/poliuretan | Niski (jednorazowy) | Taśma klejąca lub klej | Słabe do umiarkowanego | Umiarkowany, skłonny do rozdzierania | 0,50–1,50 USD |
| Drewno/MDF | Bardzo niski | Przybity | Biedny | Zmienne ryzyko obrzęku | 0,40–1,20 USD |
Powyższe dane dotyczące kosztu za metr odzwierciedlają wyłącznie koszt surowca. Po obliczeniu całkowitego kosztu projektu, obejmującego robociznę instalacyjną, czas demontażu, usuwanie odpadów i poprawki po defektach krawędzi, Gumowa fazka magnetyczna systems consistently show a lower total cost per use after the third or fourth reuse cycle . W przypadku dużych projektów prefabrykatów betonowych, w których na jedną serię produkcyjną przypada 500 lub więcej metrów bieżących fazowanych krawędzi, różnica może sięgać 4000–9000 USD w postaci unikniętych miesięcznych kosztów materiałów i robocizny.
Gumowa fazka magnetyczna: How It Works and Where It Excels
Gumowy pasek magnetyczny to produkt kompozytowy: elastyczny korpus gumowy (zwykle EPDM lub neopren) z paskiem materiału z magnesami trwałymi osadzonym wzdłuż jego podstawy. Magnes utrzymuje taśmę mocno przy stalowej lub żelaznej płycie szalunkowej bez użycia gwoździ, śrub, taśmy samoprzylepnej lub zacisków. Gumowy korpus ugina się lekko, dopasowując się do niewielkich nierówności powierzchni szalunku, co eliminuje małe szczeliny u podstawy fazowania, które powodują wycieki betonu i puste przestrzenie na krawędziach w instalacjach ze sztywnego PCV.
Magnetyczna siła trzymania i dlaczego ma to znaczenie w praktyce
Magnes osadzony w standardzie Gumowa fazka magnetyczna pasek wytwarza siłę trzymającą w zakresie 3–8 kg na decymetr liniowy , w zależności od rozmiaru paska i klasy magnesu. W przypadku typowej taśmy fazującej o wymiarach 10 mm × 10 mm oznacza to, że 1-metrowy odcinek wywiera około 30–50 kg całkowitej przyczepności magnetycznej na stalową powierzchnię formy. Wibracje betonu podczas układania generują siły boczne znacznie poniżej tego progu w standardowych zastosowaniach, więc taśma pozostaje nieruchoma przez cały czas wylewania bez dodatkowego mocowania.
Ma to znaczenie, ponieważ ruch listwy fazującej podczas wibracji jest jedną z najczęstszych przyczyn wad krawędzi w prefabrykatach i betonie wylewanym na miejscu. Nawet przesunięcie o 1–2 mm podczas wibracji powoduje widoczną nieregularność gotowej fazowanej krawędzi – jest to wada wymagająca szlifowania lub łatania przed przyjęciem elementu. Raporty terenowe od producentów prefabrykatów betonowych w Niemczech i Holandii dokumentują zmniejszenie współczynnika wad krawędzi o 60–75%. po przejściu z przybijanego PCV na magnetyczne listwy fazujące z gumy na stalowych stołach formierskich.
Wydajność usuwania izolacji i jakość powierzchni
Po stwardnieniu betonu i usunięciu szalunku gumowa fazka magnetyczna odkleja się czysto zarówno od formy stalowej, jak i powierzchni betonu. Naturalna elastyczność gumy pozwala w większości przypadków na jej zwolnienie bez użycia narzędzi — pracownik po prostu chwyta jeden koniec i odrywa pasek na całej długości. Sfazowana krawędź w betonie pozostawia gładką, dobrze określoną powierzchnię, która nie wymaga dodatkowego wykończenia w zastosowaniach architektonicznych.
Porównajmy to z przybitymi gwoździami paskami PCV, które należy podważyć – jest to proces, który często uszkadza zarówno PCV (przez co nie nadaje się do ponownego użycia), jak i krawędź betonu (powodując drobne odpryski w miejscach otworów na gwoździe). Listwy fazujące do drewna często ulegają zniszczeniu podczas rozbiórki i należy je utylizować jako odpady. Magnetyczny pasek gumowy po oderwaniu można natychmiast wytrzeć do czysta i ponownie założyć przy następnym nalaniu.
Zakres temperatur i parametry środowiskowe
Produkty z gumową fazą magnetyczną na bazie EPDM zachowują elastyczność i właściwości magnetyczne w zakresie temperatur około -30°C do 120°C . Dzięki temu nadają się do wylewania na zewnątrz zimą w zimnym klimacie (gdzie PCV staje się kruchy i podatny na pękanie podczas montażu), a także do podgrzewanych komór dojrzewania stosowanych w przyspieszonej produkcji prefabrykatów. Preparaty neoprenowe oferują nieco niższy zakres temperatur, ale lepszą odporność na oleje i niektóre rozpuszczalniki, co czyni je preferowanymi w przemysłowych zakładach prefabrykacji, gdzie stosuje się środki antyadhezyjne zawierające rozpuszczalniki.
Zastosowania, w których fazowane krawędzie zapewniają wymierne rezultaty
Obrzeże fazowane nie jest produktem jednorazowego zastosowania. Ta sama zasada — fazowanie narożników w celu usunięcia punktu koncentracji naprężeń i poprawy wykończenia — ma zastosowanie we wszystkich branżach, od inżynierii lądowej po produkcję mebli. Poniższe aplikacje reprezentują przypadki użycia o największej liczbie zastosowań.
Prefabrykowane elementy betonowe
Produkcja prefabrykatów betonowych jest największym na świecie zastosowaniem fazowanych obrzeży. Panele ścienne, płyty podłogowe, belki, kolumny i klatki schodowe wymagają fazowanych narożników, aby zapewnić bezpieczną obsługę, czyste układanie i estetykę wykończenia. Standardowy prefabrykowany panel ścienny o wymiarach 3 m × 6 m ma około 18 metrów bieżących fazowanych krawędzi. Przy wielkości produkcji wynoszącej 20 paneli dziennie, w jednym zakładzie codziennie wykonuje się 360 metrów taśmy fazującej.
Przy tej objętości możliwość ponownego użycia Gumowa fazka magnetyczna paski stają się decydujące z ekonomicznego punktu widzenia. Wysokiej jakości magnetyczny pasek gumowy przystosowany do 80 cykli produkcyjnych zmniejsza zużycie surowca 80-krotnie w porównaniu z zamiennikami jednorazowego użytku. W przypadku zakładu wykonującego codziennie 360 metrów fazowania przejście z jednorazowego PCV na magnetyczne paski do fazowania z gumy wielokrotnego użytku może zmniejszyć roczne wydatki materiałowe na produkty do fazowania 18 000–45 000 USD w zależności od rozmiaru paska i lokalnych cen materiałów .
Beton architektoniczny na miejscu
Beton elewacyjny w zastosowaniach architektonicznych — elewacjach, ścianach wewnętrznych, klatkach schodowych i elementach konstrukcyjnych wykonanych na zamówienie — wymaga jakości fazowanych krawędzi, której osiągnięcie w standardowej praktyce budowlanej jest trudne. Sztywne PCV przybite gwoździami do szalunku drewnianego powoduje powstanie faz z cieniami otworów po gwoździach, lekką falistością wynikającą z krzywizny deski i okazjonalnymi spadami u podstawy paska. Magnetyczne gumowe listwy fazujące na stalowych płytach nośnych eliminują wszystkie trzy wady, dokładnie dopasowując się do powierzchni formy i uszczelniając ją bez łączników mechanicznych.
Specyfikacje betonu architektonicznego w Europie coraz częściej się przytaczają SCC (beton samozagęszczający) układany przy spadku ciśnienia 200–250 mm , mieszanka wywierająca większy nacisk boczny na szalunki i bardziej wrażliwa na wszelkie szczeliny u podstawy listew fazujących. Gumowe magnetyczne paski fazujące przewyższają sztywne alternatywy przy tej konsystencji mieszanki, ponieważ elastyczna gumowa podstawa uszczelnia pod zwiększonym ciśnieniem hydrostatycznym, a nie unosi się od niego.
Montaż płytek i kamienia
W przypadku płytek i kamienia fazowane krawędzie odnoszą się do profilowanych listew wykończeniowych z aluminium lub stali nierdzewnej instalowanych na obwodach płytek, noskach stopni i przejściach między materiałami podłogowymi. Paski te chronią krawędź płytki przed odpryskami – szczególnie powszechnym rodzajem awarii w przypadku płytek porcelanowych, które są bardzo kruche w odsłoniętych narożnikach. Fazowany profil krawędzi płytki z licem nachylonym pod kątem 45 stopni pochłania uderzenia boczne i rozprowadza je po zaprawie, zamiast skupiać je w narożniku płytki.
Fazowane krawędzie ze stali nierdzewnej w środowiskach komercyjnych (lotniska, szpitale, handel detaliczny) są przystosowane do obciążenia pieszych przekraczającego 500 kg/m² bez deformacji. Profile aluminiowe stosowane w budynkach mieszkalnych wytrzymują odpowiednio standardowe obciążenia przy niższych kosztach. Wybór pomiędzy wykończeniem frezowanym, szczotkowanym i anodowanym wpływa zarówno na trwałość, jak i częstotliwość konserwacji — szczotkowana stal nierdzewna ukrywa drobne zadrapania i jest dominującą specyfikacją w przestrzeniach publicznych o dużym natężeniu ruchu.
Produkty do obróbki drewna i paneli
W produkcji mebli i stolarce fazowane obrzeża nakłada się na płyty MDF, sklejkę i płyty z litego drewna za pomocą frezów lub dedykowanych maszyn do oklejania krawędzi. Fazowanie o wymiarach 2 mm × 45 stopni na krawędziach drzwi szafek to standardowy detal, który sprawia, że meble klasy produkcyjnej wyglądają bardziej wyrafinowane bez zwiększania kosztów. W przypadku produkcji wielkoseryjnej zautomatyzowane fazowanie krawędzi zapewnia spójne wyniki przy prędkościach 20–40 metrów na minutę na nowoczesnych liniach do oklejania krawędzi CNC.
Fazy z litego drewna na nogach mebli, blatach stołów i ościeżnicach drzwi są zwykle wycinane za pomocą wiertła do fazowania na stole routera lub przyrządzie piły stołowej. Korzyści funkcjonalne — wyeliminowanie ostrych krawędzi, które w przeciwnym razie mogłyby spowodować odpryski lub odpryski — są drugorzędne w stosunku do korzyści wizualnych wynikających z wyrafinowanych, przemyślanych szczegółów krawędzi, które można odczytać raczej jako kunszt niż praktyczność.
Najlepsze praktyki montażu fazowanych obrzeży w szalunkach betonowych
Jakość montażu determinuje jakość krawędzi. Poniższe praktyki mają zastosowanie do fazowanych krawędzi w zastosowaniach betonowych – w najbardziej wymagającym kontekście pod względem wymagań dotyczących precyzji, ciśnienia i wykończenia powierzchni.
Przygotowanie powierzchni przed ułożeniem paska
Przed położeniem listwy fazującej stalowe panele szalunkowe muszą być czyste, płaskie i lekko naoliwione odpowiednim środkiem antyadhezyjnym. Resztki betonu z poprzednich wylewów pozostawione na powierzchni panelu tworzą wysokie plamy, które uniemożliwiają równo osadzenie pasa fazującego – co jest podstawową przyczyną wspomnianych wcześniej linii spadowych i pustych przestrzeni na krawędziach. Dla Gumowa fazka magnetyczna pasków, magnetyczna siła trzymania jest proporcjonalnie zmniejszana o każdą szczelinę pomiędzy podstawą magnesu paska a stalowym panelem, zatem czystość powierzchni bezpośrednio wpływa zarówno na bezpieczeństwo trzymania, jak i na jakość wytwarzanych krawędzi.
Praktyczny protokół czyszczenia stołów stalowych: szczotką drucianą wszelkie pozostałości betonu natychmiast po rozbiórce (zanim całkowicie stwardnieją), wytrzyj wilgotną szmatką, nałóż cienką warstwę środka antyadhezyjnego i pozostaw do wyschnięcia przed następnym położeniem listwy. Wydłuża to cykl o około 5–8 minut na panel, ale znacznie zmniejsza ryzyko defektów krawędzi.
Pozycjonowanie i wyrównanie
Listwy fazujące należy układać tak, aby ich wierzchołek (najbardziej zewnętrzny narożnik profilu fazującego) pokrywał się dokładnie z zamierzoną linią narożnika gotowego elementu betonowego. W przypadku magnetycznych pasków gumowych na formach stalowych to ustawienie jest utrzymywane przez magnes — po umieszczeniu pasek nie przesuwa się, chyba że zostanie celowo przesunięty. W przypadku listew przybijanych gwoździami należy po wbiciu sprawdzić ich wyrównanie za pomocą prostej krawędzi, ponieważ siły przybijania mogą spowodować nieznaczne przesunięcie listwy z jej docelowej pozycji.
Na połączeniach pasków fazujących – gdzie kończy się jeden pasek i zaczyna następny – końce muszą być dokładnie przycięte pod kątem 90 stopni i mocno do siebie dociśnięte. Szczelina nawet 1–2 mm na połączeniu listew spowoduje utworzenie w tym miejscu żebra betonowego, wymagającego szlifowania po rozbiórce. W przypadku długich serii przekraczających 3 metry niewielka rozszerzalność cieplna taśm podczas utwardzania może spowodować lekkie rozwarcie połączeń doczołowych; Zapobiega temu zastosowanie listew z wciskanymi profilami końcowymi lub zastosowanie cienkich silikonowych listew na złączach.
Protokoły dotyczące układania betonu i wibracji
Wibracji wewnętrznych nie należy przykładać bezpośrednio do pasków fazujących lub bezpośrednio do nich przylegających. Głowicę wibrującą należy wsunąć co najmniej 150 mm od dowolnego paska i przesuwać w sposób systematyczny w siatce po obszarze zalewania. Nadmierne wibracje w pobliżu pasków fazujących – szczególnie elastycznych pasków gumowych – mogą powodować lokalne odrywanie się paska od powierzchni formy, jeśli częstotliwość wibracji rezonuje z masą paska i siłą trzymania magnesu.
Dla Gumowa fazka magnetyczna w przypadku pasków, w kontrolowanych testach wykazano, że wibracje o standardowych częstotliwościach (50–200 Hz) w promieniu 150 mm od paska nie powodują mierzalnego przemieszczenia, pod warunkiem, że magnetyczna siła trzymania spełnia wymagania producenta. Stosowanie niewymiarowych pasków na danym wymiarze powierzchni formy — na przykład paska o wymiarach 5 mm x 5 mm na wylewce, która ma osiągnąć głębokość 1,5 m — zmniejsza siłę trzymania na jednostkę powierzchni i zwiększa ryzyko przemieszczenia podczas wibracji.
Sekwencja usuwania i odzyskiwanie taśmy
Dlamwork should not be stripped until the concrete has reached sufficient strength to resist edge damage — typically at least 70% of design strength, which at standard temperatures (20°C) corresponds to approximately 18–24 hours for standard mixes. Early stripping at lower strengths produces chamfered edges that crumble or chip, negating the entire purpose of the chamfer.
W przypadku usuwania pasków z gumy magnetycznej prawidłową techniką jest rozpoczęcie od jednego końca, mocne uchwycenie paska i oderwanie go pod ostrym kątem (około 30–45 stopni) w stosunku do powierzchni formy. Pociągnięcie pod kątem 90 stopni (prosto od twarzy) ustawia magnes w jego najsilniejszym położeniu i wymaga większej siły niż to konieczne. Odrywanie pod kątem stopniowo przerywa kontakt magnetyczny i wymaga znacznie mniejszego wysiłku. Po odzyskaniu paski należy sprawdzić pod kątem rozdarć, odkształceń lub przyczepności betonu, oczyścić i przechowywać na płasko, aby zapobiec trwałemu zginaniu.
Wybór odpowiedniego produktu z fazowanymi krawędziami: kryteria decyzyjne
Wybór produktu z fazowanymi krawędziami wymaga jednoczesnego rozważenia wielu czynników. Poniższe ramy obejmują kryteria, które mają największe znaczenie w praktyce.
Dlamwork Type Compatibility
Gumowa fazka magnetyczna taśmy nadają się tylko tam, gdzie powierzchnia szalunku jest ferromagnetyczna – zazwyczaj jest to stal konstrukcyjna lub żelazo. Nie będą przylegać do form aluminiowych, drewnianych ani paneli FRP (tworzywo sztuczne wzmocnione włóknem). Jeśli system szalunków jest wykonany z aluminium lub drewna, właściwym wyborem będą sztywne listwy fazujące z PCV lub aluminium mocowane mechanicznie. Jeśli w Twojej firmie stosowane są stalowe stoły do formowania (co jest standardem w europejskich fabrykach prefabrykatów), guma magnetyczna jest prawie zawsze lepszą opcją.
Objętość i częstotliwość ponownego wykorzystania
Jeśli projekt obejmuje mniej niż pięć zastosowań danego przebiegu fazowania – jednorazowy element architektoniczny lub niewielką wylewkę mieszkaniową – wyższy koszt początkowy magnetycznych pasków gumowych może nie być uzasadniony. Jednorazowy PVC w cenie 0,80–2,00 USD za metr jest ekonomicznie racjonalny przy małych ilościach. Przy sześciu lub więcej ponownych użyciach ekonomia zdecydowanie przesuwa się w stronę kauczuku magnetycznego, który amortyzuje swój wyższy koszt początkowy w cyklach użytkowania.
Wymagania dotyczące wykończenia powierzchni
Dla Class A or architectural finish concrete — where the chamfered edge will be permanently exposed in the finished structure — the additional edge quality delivered by magnetic rubber chamfer strips justifies their use even at lower reuse volumes. Naprawa usterek w betonie architektonicznym kosztuje od 50 do 200 dolarów za metr kwadratowy w wykwalifikowanej sile roboczej i materiałach; zapobieganie nawet niewielkiej liczbie defektów krawędzi na cykl zalewania pozwala szybko zapłacić za produkt premium.
Względy ochrony środowiska i bezpieczeństwa
Jednorazowe paski fazujące z PCW stanowią strumień odpadów materiałowych, których recykling jest trudny i kosztowny – większość trafia na wysypiska śmieci. W przypadku dużej fabryki prefabrykatów, zużywającej 500 metrów taśmy fazującej z PCW dziennie, roczna ilość wytwarzanych odpadów z tworzyw sztucznych sięga około 180 kilometrów taśmy, czyli około 900 kg PVC . Przejście na magnetyczne gumowe paski fazujące wielokrotnego użytku eliminuje prawie całkowicie ten strumień odpadów, co jest korzyścią, która ma coraz większe znaczenie w projektach budowlanych ocenianych pod kątem zrównoważonego rozwoju, w których obowiązkowe jest zgłaszanie odpadów materiałowych.
Typowe awarie w przypadku fazowanych krawędzi i jak im zapobiegać
Większość uszkodzeń krawędzi fazowanych można podzielić na niewielką liczbę możliwych do zidentyfikowania kategorii. Zrozumienie pierwotnej przyczyny każdej awarii prowadzi bezpośrednio do podjęcia środków zapobiegawczych.
- Linie spadu u podstawy fazowania: Spowodowane szczeliną pomiędzy listwą a czołem szalunku. Zapobieganie: upewnij się, że powierzchnia formy jest czysta i płaska; używaj elastycznych pasków gumowych, które dopasowują się do drobnych nierówności powierzchni; nałożyć środek antyadhezyjny przed nałożeniem paska.
- Odpryski krawędzi podczas usuwania izolacji: Spowodowane przez zdzieranie przed osiągnięciem odpowiedniej wytrzymałości betonu lub użycie narzędzi podważających bezpośrednio przy krawędzi betonu. Zapobieganie: sprawdzić minimalną wytrzymałość przed zdzieraniem; zamiast podważać, używaj ruchu odrywania gumowych pasków.
- Żebra betonowe na połączeniach listew: Spowodowane szczelinami pomiędzy cieniowanymi końcami pasków. Zapobieganie: przyciąć końce paska równo pod kątem 90 stopni; zastosować wciskane profile końcowe lub uszczelnić złącza cienką silikonową listwą.
- Przemieszczenie taśmy podczas wibracji: Spowodowane umieszczeniem wibratora zbyt blisko paska lub zbyt małym rozmiarem paska i niewystarczającą siłą trzymania. Zapobieganie: zachowaj minimalną odległość od listwy 150 mm; sprawdzić, czy specyfikacja siły trzymania magnetycznego odpowiada głębokości zalewania i ciśnieniu betonu.
- Falistość na gotowej, fazowanej krawędzi: Spowodowane ugięciem płyty szalunkowej pod naciskiem betonu, odkształceniem listew lub siłami gwoździ przesuwającymi sztywne listwy podczas montażu. Zapobieganie: stosować odpowiednio usztywnione szalunki; przełącz się na mocowanie magnetyczne, aby wyeliminować zniekształcenia podczas wbijania gwoździ.
- Rozerwanie paska gumy podczas odzyskiwania: Spowodowane przez ciągnięcie pod kątem 90 stopni do powierzchni formy, przez wiązanie betonu z powierzchnią taśmy (zwykle z powodu awarii środka antyadhezyjnego) lub przez użycie zużytej taśmy, która utraciła elastyczność. Zapobieganie: obieraj w temperaturze 30–45 stopni; sprawdzić i wymienić protokół aplikacji środka uwalniającego; wycofać paski wykazujące pękanie powierzchni lub utratę elastyczności.
Konserwacja i zarządzanie cyklem życia pasków fazujących wielokrotnego użytku
Gumowe magnetyczne paski fazujące, jak każdy produkt przemysłowy wielokrotnego użytku, wymagają podstawowej konserwacji i kontroli, aby osiągnąć znamionową liczbę cykli ponownego użycia. Operatorzy, którzy wdrażają tę procedurę, konsekwentnie zgłaszają trwałość taśm równą lub wyższą od specyfikacji producenta. Ci, którzy tego nie robią – zazwyczaj traktują paski jako jednorazowe, nawet jeśli tak nie jest – widzą przedwczesne awarie, które zmniejszają korzyści ekonomiczne wynikające z możliwości ponownego użycia.
Po każdym użyciu
- Wytrzyj pasek wilgotną szmatką, aby usunąć wszelkie pozostałości betonu, gdy jest jeszcze miękki (w ciągu 30 minut od usunięcia).
- Sprawdź gumowy korpus pod kątem rozdarć, przecięć lub odkształceń wzdłuż profilu. Paski z rozdarciami dłuższymi niż 10 mm należy wycofać z użytku, aby zapobiec przedostawaniu się betonu przez uszkodzony obszar.
- Sprawdź końce paska pod kątem odkształceń ściskających w punktach połączeń. Przytnij uszkodzone końcówki, jeśli odkształcenie jest zlokalizowane w odległości mniejszej niż 20 mm od końca.
- Przechowuj paski płaskie lub zwinięte (o promieniu nie większym niż 300 mm dla profili 10 mm × 10 mm) w suchym środowisku, z dala od bezpośredniego światła słonecznego i źródeł ozonu (silniki elektryczne, sprzęt spawalniczy).
Przegląd okresowy (co 10–20 cykli)
Zmierz siłę trzymania magnetycznego za pomocą prostego miernika odrywania. Pasek, którego odczyt wynosi poniżej 60% pierwotnie określonej siły trzymania, należy wycofać — magnes albo się rozmagnesował (rzadko w dobrze określonych produktach), albo gumowy korpus odkształcił się na tyle, że zmniejszyło się pole styku ze stalową formą. Sprawdź jakościowo twardość powierzchni gumy, naciskając paznokciem: powierzchnia powinna natychmiast się wcisnąć i odzyskać. Gumowa powierzchnia, która pozostaje wcięta przez ponad 2–3 sekundy, stwardniała poza użyteczny zakres i nie będzie już odpowiednio dopasowywać się do powierzchni formy.
Dla large operations running thousands of meters of Gumowa fazka magnetyczna paska, prosty system śledzenia — oznaczanie każdego paska liczbą cykli produkcyjnych za pomocą markera lakierniczego — pozwala operatorom identyfikować paski o dużej liczbie cykli, zanim ulegną awarii. Zapobiega to najbardziej kosztownej awarii: awarii taśmy w połowie serii produkcyjnej, która wymaga awaryjnego rozbiórki, naprawy i potencjalnego odrzucenia elementu betonowego.